Anodized Aluminum for Architectural Applications




Case Study Roll-Formed Coil Anodized Aluminum Panels: Mercedes-Benz Superdome, New Orleans, LA |
|
The Mercedes-Benz Superdome in Louisiana required restoration and resurfacing after Hurricane Katrina caused significant damage to New Orleans. The state-owned building, which was part of the New Orleans skyline for over 40 years, gained negative international attention in the aftermath of the hurricane. This meant that its restoration would be monitored very carefully worldwide. One of the performance-based criteria for the work to be performed was specifying a 365,000-square-foot cladding system. There were several requirements for the system: It should replicate the New Orleans Saints’ gold; it should allow the beauty of the embossed aluminum to show through; its panels be strong enough to pass upgraded wind testing; and it should retain its color for many years to come. “We were tasked by our client, the state of Louisiana, to match the original specified custom anodized aluminum color of the Mercedes-Benz Superdome, returning it to its original aesthetic appearance of 1975,” says Brad McWhirter, AIA, lead project manager, Trahan Architects. “It was imperative that it be rebuilt to its original design aesthetic, but meet all of the stringent finish and performance standards of modern day exterior building systems.” Requirements for ease of installation, ease of panel replacement, color consistency, panel strength, and rain screen qualities were solved by selecting roll-formed coil anodized aluminum. “Initially, we had reservations about roll forming an anodized finished product due to the surface hardness, but this proved to be a non-issue in terms of cracking or crazing of the formed profile,” says Dan Vinet, president, Kalzip, cladding system fabricator. |

Anodizing. Once the surface is prepared for the design professional's finish requirements, an aluminum oxide layer is built from the base aluminum substrate itself. The aluminum is immersed in a tank containing a sulfuric electrolyte (sulfuric acid electrolyte is most commonly used). Electrical current is then passed through the electrolyte. The aluminum is the anode in this electrolytic cell; the tank is the cathode. Voltage applied across the anode and cathode causes negatively charged anions to migrate to the anode where the oxygen in the anions combines with the aluminum to form aluminum oxide (Al2O3).
Raw (not-anodized) aluminum exposed to the outside harsh environment will build its own natural oxide layer and protect itself from further corrosion. However, this oxide layer will be soft, thin, white in color, and non-uniform. The aluminum anodizing process improves upon nature, creating a natural product that accentuates and celebrates the metallic look of aluminum through a uniform translucent protective layer which is very thick and hard with qualities equal to that of a sapphire.
AAMA 611-12, Voluntary Specification for Anodized Architectural Aluminum, published by the American Architectural Manufacturers Association (AAMA), describes the test procedures and requirements for high performance (Architectural Class I Anodic Film Thickness) used primarily for exterior building products and other products that must withstand continuous outdoor exposure, and commercial (Architectural Class II Anodic Film Thickness) architectural quality aluminum oxide layers applied to aluminum extrusions and panels for architectural products. The specification also covers anodized finishes produced in batch or continuous coil.
Post-treatment. The aluminum oxide layer is porous and well suited for coloring using two common methods: absorptive dye coloring and electrolytic two-step coloring.
• Absorptive dye coloring employs both organic and inorganic dye materials. Since the aluminum oxide layer is a very porous structure, it will absorb staining materials. Any colored fabric dyes can be absorbed into the aluminum oxide layer and will deliver vibrant colors that cannot be matched by any painted metal system currently on the market. Inorganic dye materials can also be absorbed into the oxide pores and offer fade-resistant colors.
• Electrolytic two-step coloring is a process that offers color versatility and is the most technically advanced coloring system available today. This coloring technology is used for architectural applications requiring UV stability and exposure in harsh environments. After an oxide layer is built, the metal is immersed in a bath containing an inorganic metal salt. Electrical current is applied which deposits the metal salt into the base of the anodic pores. The resulting color is dependent on the type of metal salt used and specific anodize processing conditions applied. This coloring process offers exceptional fade resistance and is very suitable for exterior applications. Design professionals should be aware that color-matching capabilities can vary among manufacturers and it is recommended that a continuous coil anodizing process be requested for tight color control and panel-to-panel matching capabilities.
Sealing is the final step in the anodizing process. Proper sealing of the porous oxide layer is absolutely essential to the satisfactory performance of the anodic layer. The pores must be rendered nonabsorbent to provide maximum resistance to corrosion and stains. The sealing process also locks in colors and helps minimize any color degradation. Sealing is accomplished through a hydrothermal treatment in proprietary chemical baths. Hydrothermal treatments hydrate the anodized pores, stopping the anodization process.
However, in some cases, unsealed products can be effective and offer a viable alternative for an adhesive-friendly surface. For example, an unsealed oxide layer can absorb some printing inks and is used quite readily in identification nameplate applications.
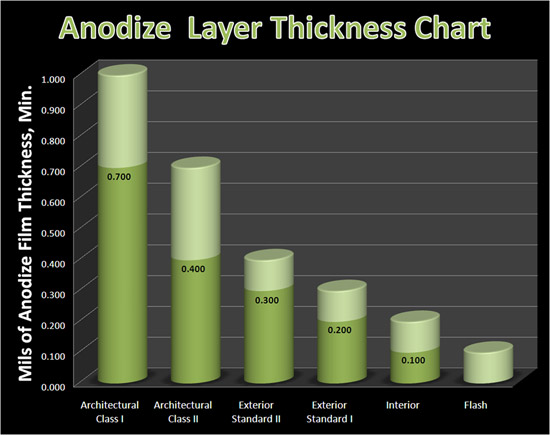 |
Standards AAMA 6111-12 govern required thicknesses of anodized layers for different applications. Chart provided by Lorin Industries |
Anodizing may be built on chemistry, but through the skill and artistry of the anodizer, buildings and products can become more alive—celebrating the beauty of the metal instead of covering it up with paints or coatings.
Properties of Anodized Aluminum
Anodized aluminum is well suited for architectural applications for several reasons:
Durability and abrasion resistance.Having an oxide layer that is very durable and resistant to abrasion, anodized aluminum is tough enough to withstand both the rigors of spaceflight and adverse climatic conditions.
The thickness of the anodized layer for architectural use should be specified as either an Architectural Class I (minimum of a 0.700 mil or 18 micron thickness) or Architectural Class II (minimum of a 0.400 mil or 10 micron thickness) according to AAMA specifications (see the chart in the online version of this course). Features of the oxide layer include:
• Three times harder than the aluminum itself and provides a natural abrasion resistance not found in copper, zinc, brass, bronze, or stainless steel.
• Integral with the aluminum substrate and therefore very durable—it cannot chip, flake, or peel.
• Protects the underlying metal and self-heals by building its own oxide layer if cut or scratched.
Notice