Anodized Aluminum for Architectural Applications




Batch Anodizing
Batch anodizing, sometimes known as piece part anodizing, is very labor intensive, requiring racking and un-racking of thousands of parts. Parts are immersed in a series of treatment tanks in the anodizing process. Because not all parts are positioned equally in the process—their distance from the electrical current and from each other in the tank varies—their color will vary. Batch anodizing is primarily used for small run jobs not requiring tight finish and color control.
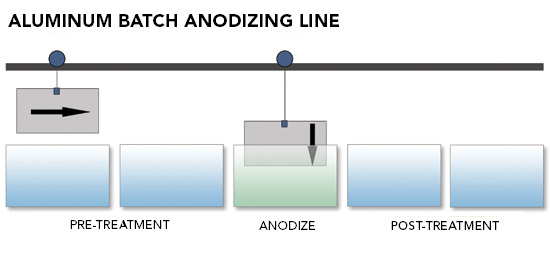 |
Batch anodizing is sometimes known as piece part anodizing. Diagram courtesy of Lorin Industries |
Continuous Coil Anodizing
The continuous coil anodizing procedure is when coils of wrought aluminum are unwound through a series of tanks where the processing itself takes place. The coils are rewound upon completion ready for shipment and immediate fabrication.
Developed as an alternative to piece part or batch anodizing, continuous coil anodized aluminum is the most useful product for the design and construction industry due to its efficiencies and versatility. Moreover, since the aluminum travels through a series of tanks in a continuous operation, aluminum coil anodizing has significantly greater color control than a batch process. The result is a very uniform color from start-to-finish and from edge-to-edge of the aluminum coil. The continuous coil anodizing process also maintains a consistent anodic layer, minimizes handling damage since the coil is a single part, reduces manufacturing scrap, and does not come with rack marks like batch anodizing. A typical aluminum coil anodizing line includes three primary treatment processes: pre-treatment, anodizing, and post-treatment processes.
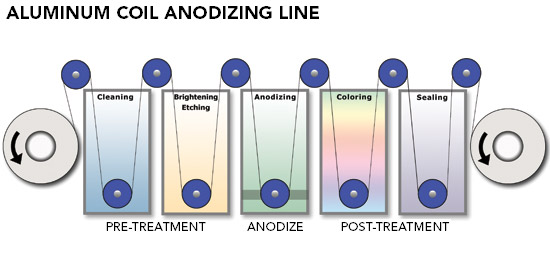 |
Coil anodizing is a continuous unwinding of aluminum coils through a series of tanks. Diagram courtesy of Lorin Industries |
Pre-treatment. Wrought aluminum is received from the aluminum suppliers with contaminants on the rolling surface. In the first step of the pre-treatment stage, mill oils, grease, aluminum oxides, and dirt are “chemically” removed from the wrought aluminum. If these contaminants are left on the surface, the anodic film may become pitted, create a non-uniform anodize thickness, or cause visual imperfections in the surface quality of the finish.
Another step in the pre-treatment process is to prepare the surface for finishing requirements as specified by the design professional. The surface can be etched for a soft, matte appearance or brightened for a mirror-like appearance.
• Etching in a chemical solution prepares the aluminum surface for anodizing by removing a thin layer of aluminum. Removing this thin layer will clean up any minor imperfections in the aluminum alloy and at the same time produce a matte surface finish. The tight control in the etching process is also used to maintain and manage the gloss of the aluminum surface, allowing for more consistent panel-to-panel matching. Panel-to-panel matching quality is critical if the architect and designer require uniform color appearance between panels on a flat wall structure. Batch anodizing will not satisfy this type of finish control.
• Chemical brightening is a process that smooths the surface roughness of the high-purity wrought aluminum to achieve a non-directional and reflective surface. The brightened surface creates a different dimension in finish quality, allowing design professionals to explore unique reflective and colored finishes. The brightened translucent oxide layer accentuates the rich metallic appearance of the aluminum and does not cover it up like paint or a rolled coating.
• Electropolishing is an electrochemical process that also brightens high-purity wrought aluminum alloys that have been specially prepared and polished. Specular reflectivity tests have shown that electropolished aluminum will be 10 percent to 12 percent brighter after anodizing than conventional chemical brightening. Electropolishing will produce a sharper, mirror-like reflective image.
 |
|
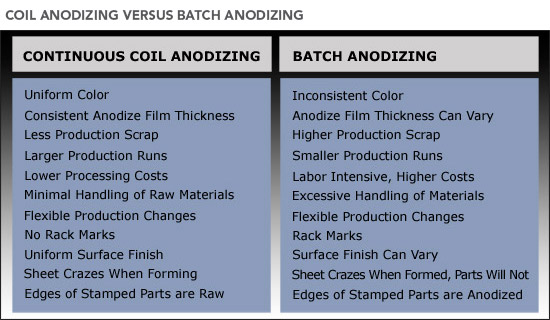
Table courtesy of Lorin Industries |
Electropolishing has been around for a long time but the only chemical solution that originally worked was one requiring several pounds of toxic and costly-to-treat chromic acid or hexavalent chrome which is a known carcinogen. Leading aluminum coil anodizing manufacturers have now developed electropolishing solutions that do not require chromic acid.
Electropolished aluminum finishes are used where applications such as solar concentrators require a reflective surface to capture and distribute light efficiently. Electropolished brightened aluminum is significantly lower in cost as compared to silver-plated glass mirrors that are commonly used as solar concentrators. Coil anodized aluminum that has been electropolished can also be used for decorative metal panels in architectural design.
Notice