Evaluating Real-World Performance of Field Aged TPO Roofs




Roof Sampling Program
The intent of this study was to evaluate field-aged TPO roof membrane performance and the ability to repair membranes as they age. Membrane samples were collected from roofs around the United States that were at least 12 years in service; the oldest sample was installed 18 years before this study began. Most of the roofs evaluated were installed between 2005 and 2006. All samples were from the same manufacturer and were predominantly 45- and 60-mil thick smooth-back membranes. Samples were taken from mechanically attached, induction-welded and adhered roofs. Self-adhered membranes were excluded from this study.
Samples were taken from 20 different roofs across the U.S., as indicated in Figure 1. The buildings included offices, manufacturing facilities, retail outlets, libraries, automotive repair shops, warehouses and a grocery store.
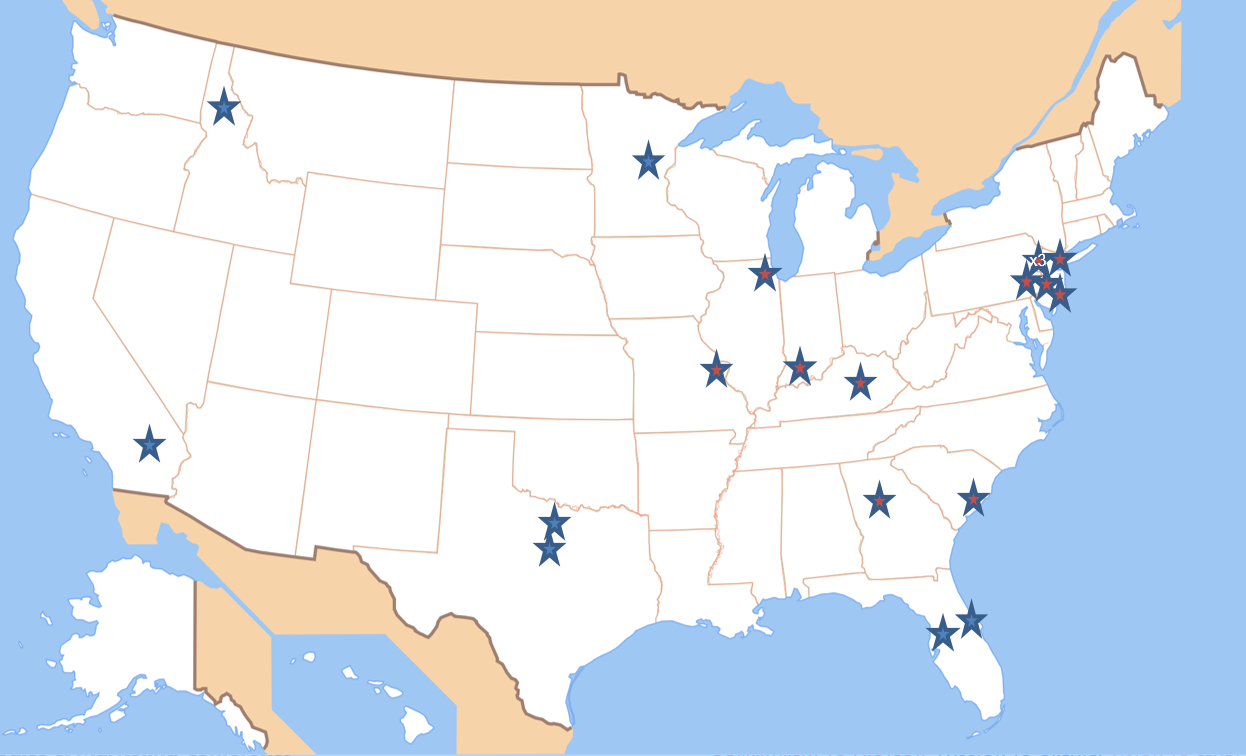
Figure 1: Approximate locations of the 20 roofs sampled.
The roof projects, membrane attachment and thickness, and age are summarized in Table 1. Attachment type is described as adhered (A), induction-welded (IW), or mechanically attached (MA).
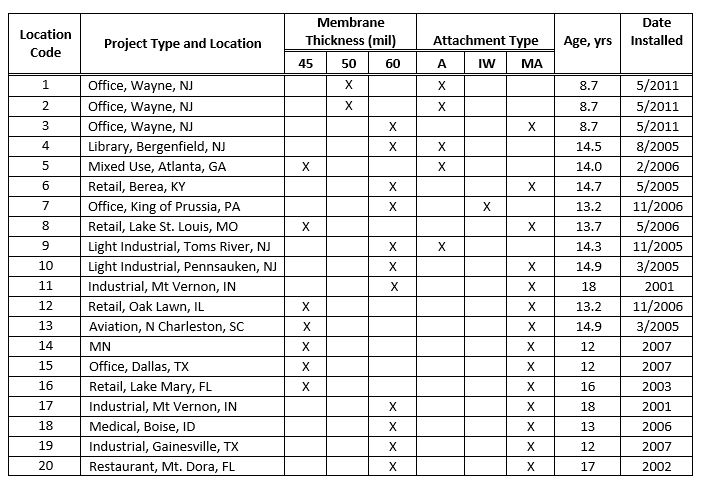
Table 1: Locations #1-3 were part of the initial process to coordinate efforts with teams across the country for consistency. These roofs are a few years shy of the requirements set forth within this study.
Sample Selection
Two samples were taken whenever possible. Each sample was approximately 2 feet by 3 feet and captured a field-welded seam. One sample was taken from the field of the roof (see Figure 2) and another was taken in a location that resulted in increased heat exposure by being near a south-facing parapet wall (see Figure 3). To date, the increased heat exposed samples were located adjacent to the north parapet wall. In the future, this ongoing study will include areas where sunlight reflects off adjacent glazing or metal.
The large samples were cut into smaller pieces to evaluate membrane thickness, thickness over scrim, brittleness, heat aging and weather resistance, ply adhesion of existing welds, and ply adhesion of repair welds. Each test was conducted on five unique specimens from each location on the roof.

Figure 2 (left): Typical field sample (2 feet by 3 feet); Figure 3 (right): Typical sample cut near a parapet
The large samples were cut into smaller pieces to evaluate membrane thickness, thickness over scrim, brittleness point, heat aging and weather resistance, ply adhesion of existing welds, and ply adhesion of repair welds. Each test was conducted on five unique specimens from each sample, and the results averaged.
Test Program
The testing program evaluated those membrane properties that would be indicative of the roof’s ability to maintain water-tightness. All tests were conducted in a commercial test laboratory. Whenever appropriate, comparisons were made to the ASTM D6878 TPO material specification. It is important to note that the 2019 version of the specification is more stringent than the version in place when the membrane materials were manufactured. Instances where this could impact the conclusions have been noted in the results section. In every case, the ASTM D6878 specification being referred to here is the latest version that was promulgated in 2019.
In addition to water-tightness, cool roof membranes such as TPO are used due to their ability to reflect the sun’s energy and thereby lower air conditioning loads and mitigate urban heat island effects. Therefore, the solar reflectance (SR) of the samples was also evaluated.
Membrane Thickness and Thickness of Coating Over Scrim
TPO membranes consist of two polymer layers of TPO—the cap (topside) and the core (bottom side)—which are laminated together with a polyester reinforcing scrim in between. Following ASTM D751 and D7635/D7635M, Standard Test Methods for Coated Fabrics and Standard Test Method for Measurement of Thickness of Coatings Over Fabric Reinforcement respectively, the overall membrane thickness and the thickness of the coating over the scrim (TOS) were measured. This measurement was compared to the current ASTM TPO standard requirements for new membranes to evaluate how they are weathering.
Heat Aging and Weather Resistance
ASTM D6878 evaluates heat aging and weather resistance using ASTM D573, Standard Test Method for Rubber—Deterioration in an Air Oven, and ASTM G151/G155, Standard Practice for Operating Xenon Arc Light Apparatus for Exposure of Non-Metallic Materials, respective test methods, which include a visual inspection of the membrane surface at 7X magnification when bent over a 3-inch mandrel for surface cracking. For the purposes of this survey, because the samples were field-aged, the ASTM D6878 visual inspection pass/fail criterion was used without applying the heat aging requirements.
Brittleness Point
Brittleness point, sometimes referred to as low temperature flexibility, was evaluated per ASTM D2137, Standard Test Methods for Rubber Property—Brittleness Point of Flexible Polymers and Coated Fabrics, method B. Specimens taken from mechanically-attached membranes were examined at 5X magnification for any visible fracture or crack in the cap layer after having bent the specimens to an angle of 180 degrees in the same direction caused by the test impact.
Low temperature flexibility testing was not conducted on adhered membranes, as remnants of the coverboard or insulation facer were adhered to the membrane core. This rendered the specimens too stiff to adequately test.
Aged Ply Adhesion
ASTM D1876, Standard Test Method for Peel Resistance of Adhesives, also referred to as the T-Peel Test, was used to evaluate weld integrity and membrane ply adhesion, as shown in Figure 4. The initial peak load caused by breakage at the edge of the weld area, and the series of lower peak loads during delamination of the membrane were recorded. The ply adhesion values reported are the average of the maximum load values at the initial break.
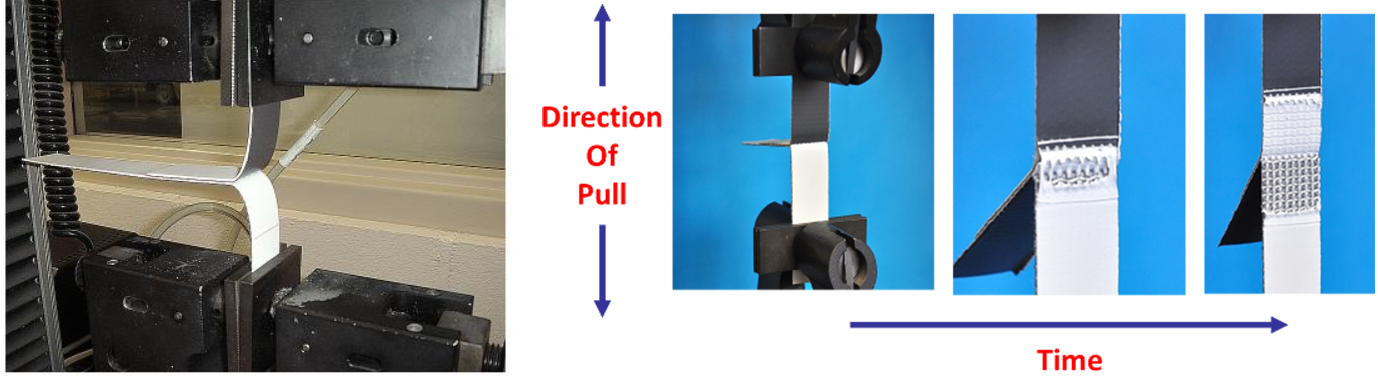
Figure 4: Illustration of the ply adhesion test and a full film-tearing bond, indicating a complete weld.
Ply adhesion testing of a proper seam weld will fail cohesively within one of the plies, exposing the underlying scrim. This is referred to as a “film-tearing bond” (FTB) and indicates the integrity of the weld. For the purposes of this evaluation, anything over 70 percent film-tearing bond was considered a proper weld. Figure 4 shows a 100 percent film-tearing bond at the end of the test, indicating a complete weld.
It is important to note that aged weld strength can be impacted by both the long-term weather exposure and the initial weld quality.
Notice