Modern Masonry Using Pre-blended Mortar




Mortar Mixing
Once the ingredients are assembled to produce the needed mortar types for a particular project, the fundamental choice is whether to then mix the mortar on-site from separate ingredients or to use pre-blended (i.e., factory dry-mixed) mortar that is delivered in bulk to the job-site. Let’s take a closer look at each process as follows.

Site mixing involves bulk sand and bags of cementitious materials being blended by proportions in a job-site mixer.
Site Mixing
While mixing on-site has been the norm for centuries, modern times present some significant challenges in terms of quality control. We are no longer in the historical era that was dominated by generational succession of masons with knowledge transferred and skills developed over a lifetime. Instead, we find ourselves in a time with a well-publicized shortage of skilled trade workers who not only understand the technical aspects of their trade but, just as importantly, have the experience to provide intuitive judgement to know when things are right or not. At the same time, the standards and specifications for the ingredients and the mixing of mortar have become increasingly more sophisticated and refined, particularly as new advances in masonry design and construction in general have occurred. This puts a lot of intellectual pressure on the people at the job-site who are tasked with mixing the mortar all day long, not to mention the physical strain of lifting and shoveling the sand, cement, and lime in both dry and mixed (wet) forms.
Beyond the labor challenges of site mixing, one of the biggest material challenges is maintaining the quality of the masonry sand. Commonly, this is delivered to the site by the truckload and dumped on the ground next to an on-site mixer. Cement and lime are commonly delivered in paper/plastic packaging or bags, which protect them from both contamination and moisture. But since, as we’ve seen, anywhere from two-and-a-fouth to six times more sand is needed than the cementitious products, and since it is usually a locally quarried product, bulk truck delivery has been the norm. The problem is that this bulk sand is stored outside, on the ground with variable protection, which can range from open exposure to a tarp over the sand pile to maybe a partial temporary roof. If the sand gets wet, either from capillary absorption from the ground, from rainwater, or from condensation due to humidity in the air, it can have a direct and detrimental impact on the mixing process. Water is added during the mixing process based on prescribed ratios just like the dry ingredients. If the sand is already wet, however, it is nearly impossible to accurately determine how much water is already in it. It is also likely that water is not potable, meaning that there are impurities and even chemical contaminants in it. As a result, the person mixing the mortar on-site either uses the prescribed amount of water for dry sand mixing or has to guess how to adjust the amount of water. Neither one is likely to produce a mortar mix that is closely calibrated to the ASTM C 270 standard. Further, the unknown contaminants in the water can affect the chemical hydration of the mortar and the qualities of some admixtures.
This contamination of the sand is referred to as sand bulking. Beyond water infiltration or contamination, it can also occur if solids other than sand get mixed in. That could include dirt from the site that is either inadvertently shoveled up with the sand or blown in the form of job-site dust onto the sand pile. It could also include debris, saw dust, or other common job-site materials that may not affect other trades but can be a significant problem for masons. This sand bulking is the condition that everyone wants to avoid because of the potential problems it can create for the finished building. Since the mortar-mixing process is based on engineering and physical science properties, any contaminants or changes in the ratio of materials changes the characteristics of the mortar. That may first be seen by the masons using the contaminated mortar who recognize a change in the workability of it and try to compensate with additional hand mixing or quick fixes to keep going, or just give up and discard it as a bad batch.

Sand bulking is a serious concern that occurs when water or contaminants make their way into the masonry sand and ultimately the mortar.
Sand bulking can also cause problems with the strength and psi ratings of the mortar. Under ASTM C270, testing of the mortar is called for in a laboratory. However, there is also a need to verify the performance of site-mixed mortar using ASTM C780: Standard Test Method for Preconstruction and Construction Evaluation of Mortars for Plain and Reinforced Unit Masonry. Not surprisingly, there can be a difference from lab conditions and site conditions, which can create significant variations in results. These include the differences between field conditions and laboratory conditions, the difference between mortar in a test cube and an actual wall, or the inability to accurately replicate the contaminated conditions in a tested sample. Hence, while it is normally expected that the actual psi rating of mortar is higher than specified minimums, the contaminants can interfere with the initial compressive strength, the longer-term strength, or both. Even if the strength does meet minimums, the contaminants can cause other problems. For example, if soluble salts for example end up in the mortar, that could cause problems for reinforcing steel that is subject to corrosion from them. Other contaminants could cause chemical imbalances in the mortar such that problems show up later, such as efflorescence on the face of the finished masonry.
Pre-blended: Eliminating the Guesswork in the Mortar-Mixing Processes
Recognizing the multiple challenges of site-mixed mortar, it is not surprising that pre-blended mortar is so often specified and preferred. Under the controlled conditions of a factory setting, all of the ingredients for mortar can be much more precisely managed and blended to create much more predictable results based on the engineered standards of ASTM C270 and ASTM C1714.
The pre-blended process starts with protected storage of all of the ingredients, either in large silos or some similar permanent housing. The cement materials are stored separately from the lime and sand materials. In the case of the sand, it commonly comes from sources local to the blending plant, but it is fully graded and sorted accordingly. It is also subject to a drying process to achieve less than 1/2 percent moisture content. These precautions help eliminate any possibility of sand bulking or contamination of any kind, whether from water or solids.

Pre-blending is a process that is carefully controlled by people and computers to assure consistent mortar quality.
The actual blending process begins by selecting the specific type of mortar being prepared (M, S, N, or O) paired with the appropriate type of cement (M, S, or N). The specified amounts of cement, lime as appropriate, and sand are each individually delivered into a hopper based on computer-regulated flows and measurements. In the hopper, each individual material is weighed for conformance with ASTM specifications. From the weighing hopper, all of the measured ingredients go into the mixer, where they can be completely blended for optimal consistency. When the batch is fully blended and examined, then it is released to a fill station for packaging. Manufacturers offer waterproof bulk packaging choices in sizes that range from 80 to 3,000 pounds. This allows it to be used economically on virtually all sizes of projects, whether a single-family residence, a masonry commercial building, or a large professional sports stadium. The bulk packaging of all ingredients also helps reduce the waste of multiple smaller bags of cement and lime so commonly seen on construction sites of masonry projects.
Once on the site, the mason contractor only needs to add the required amount of water to turn the dry pre-blend into a high-quality mortar directly suited to the application. This can be done in a conventional mixer that is fed by opening bags or from a portable silo if the job is large enough. This is a piece of equipment that can be rented like other construction equipment and used in conjunction with a standard forklift to function. In this case, the prepackaged, pre-blended mortar is loaded from the top and dispensed as needed into a standard mixer that can be located beneath it. Then a controlled amount of water is added as it turns, and the resulting mortar can be loaded into conventional delivery equipment, such as wheelbarrow, hoses, etc. The whole process is faster, much more controlled, leaves almost nothing to chance, and is better for the safety and ergonomics of the workers involved. It should be noted that, in recent times, there has been some concern about silica and cement dust being released into the air around any mixing operation. With the silo approach, it is easier to contain and control any such release and protect workers.
Overall, pre-blended mortar has been shown to provide greater quality control with much higher consistency than site-mixed mortar. For masons, it provides increased workability, more ergonomic process, and allows them to work with a local pre-blended specialist rather than need to be skilled in all areas of mortar. For architects and owners, it reduces the potential for improper or contaminated mortar mixes that can lead to structural issues, efflorescence, or other problems. According to Garen Graves, a pre-blended mortar specialist with Echelon/Oldcastle, “If there’s a problem with a given wall structure, architects can call the manufacturer. Pre-blended usage eliminates the finger pointing common with a warranty or failure claim. Rather than hunting down the field mixer, which is often impossible given the nature of the job, the architect has documented evidence that the wall used a certified, code-approved mortar and quickly eliminates one cause for failure.”
Admixtures
In addition to the basic ingredients of mortar, a variety of admixtures can be introduced to create specific variations and results. Since admixtures often have much more precise measurement and mixing requirements, it is easy to see why adding them in a pre-blended process makes much more sense than a site-mixing process. A common admixture is the use of a coloring agent or pigment to make the mortar blend with or contrast against the color of the surrounding masonry. Such coloring in the field is subject to all of the same limitations and challenges as the rest of the site mixing, whereas factory blending allows for complete color consistency throughout the mortar.

An on-site silo can be used with a forklift and on-site mixer to portion out mortar as needed to mix with controlled amounts of water.
Some admixtures are only available in pre-blended mortar products. One such example is a water-repellent additive that is based on engineered polymers and materials science. If a masonry wall doesn’t properly resist water and moisture, that doesn’t bode well for creating a weather-tight building enclosure or protecting the long-term durability of an exterior wall. In some cases, the walls, including the mortar, have been covered over with sealants or paint to keep the water out. However, that solution requires ongoing maintenance and may not produce the best results over time. An alternative is to use an engineered admixture in both the CMU and the mortar to give it the water-repellent properties that are sought. This approach provides continuous moisture protection with fully integrated water-repellent technologies that are factory engineered into both the masonry and mortar. Manufacturers point out that this forms a continuous shield against wind-driven rain for the life of the building, without impacting aesthetics or installation ease. Because it can come pre-blended into the mortar and the CMU, it’s easy to source, easy to verify, and as easy to install as traditional architectural block or veneer and mortar.
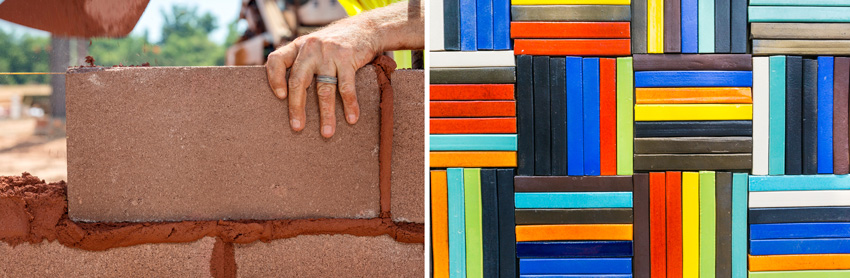
Admixtures, such as pigments for colored mortar, can be added to both site-mixed or pre-blended mortar, although more consistent results are typically found in pre-blended.
Notice