This CE Center article is no longer eligible for receiving credits.
The strength, durability, and recyclability of structural steel make it an essential tool for architects and engineers with an eye on the future. Advances in metallurgical science and fabrication techniques make it possible for less material to bear more load and occupy less space, thus economizing on the material's quantity and cost without compromising its structural integrity. In a world where professionals, clients, and the general public are increasingly conscious of the carbon and energy footprints of building materials, and where minimizing resource extraction and waste is a higher priority than in the past, high-strength structural steel is a prudent and logical choice, even plausibly a sustainable one.
The latest generation of high-strength, low-alloy steel, American Society for Testing and Materials (ASTM) specification A913, was introduced in 1993. This structural-quality steel is produced through a thermomechanical control process known as quenching and self-tempering (QST) that involves cooling and reheating so as to retain energy in the material and induce chemical changes in the layers of the steel as it assumes its form.

Image courtesy of Binyan Studios and BIG – Bjarke Ingels Group
The Spiral, designed by BIG – Bjarke Ingels Group and located in the fast-rising Hudson Yards district on Manhattan's West Side, uses grade 65 A913 combined with grade 50 A992 in some perimeter columns.
Two major manufacturers currently provide A913 steel to the North American market: ArcelorMittal and Nucor-Yamato, a joint venture between Nucor Steel of Charlotte, N.C., and Yamato Kogyo Group of Himeji, Hyogo, Japan. A913 has been incorporated into worldwide construction standards, including the American Institute of Steel Construction (AISC) Steel Construction Manual and Seismic Design Manual.
A913 represents an advance over a previous high-strength specification, ASTM A992, which remains “the most common specification used for wide-flange sections in the North American market,” observes Shelley C. Finnigan, global technical sales engineer at the Chicago office of Luxembourg City-based manufacturer ArcelorMittal. Levels of carbon and other alloy components in A913 are kept low, and its strength-to-weight ratio is high. QST is part of the production line, not a separate treatment; “because this is an in-line process,” Finnigan continues, “and because we don't have to add really expensive alloying elements to the material, then we are able to really tightly control the cost, and so the price of the material for the buyer actually is extremely competitive on the market.”

Photo courtesy of Finnigan, Charnish, and Chmielowski
ArcelorMittal’s quenching and self-tempering (QST) process, Differdange, Luxembourg.
“High-strength steel in its basic form is a way to do more with less,” says Tabitha S. Stine, director of the Construction Solutions Services Group at domestic steelmaker Nucor's office near Chicago. “That means we can build with less steel, we can go higher, we can go longer spans, we can meet what's called serviceability constraints: deflection, vibration. You're building a hospital, you have high-end equipment—these are not things that were needed 100 years ago, but we have to keep building and evolving in the world that we're in, and steel [structures] can't be the same as the ones that our grandfathers built and designed. It has to evolve.”
The reduction of steel tonnage from selecting A913 over other types of steel varies but is nontrivial. Renewed interest in using ASTM A913 has resulted in enhancements of the QST process, allowing one steel producer to realize a weight savings of 15 to 25 percent when switching from A992. This translates to significant material cost savings, reduced foundation requirements, and smaller capacity cranes. Each ton of steel that is eliminated reduces the overall CO2-equivalent output for the structure. Long span trusses can see a weight savings of 15 to 25 percent in members. This weight savings reduces the overall truss dead load, which allows for the design of smaller sections throughout the truss. When switching to steel produced by this enhanced process, column size is expected to decrease by 2 footweights within the same section family. Compared with concrete columns, the same research estimates that each 65 ksi W14x398 column saves 65 percent in square footage over an equivalent concrete column bearing the same axial load, 6,000 kips. Another benefit of this process—though still being researched (see below)—is possibly less need for preheating during welding.
“We've done a tremendous amount of work of quantifying not just the strength and man-hour savings, but also looking at the carbon savings,” says Stine. “So, when you reduce your tonnage by 20 percent, how much carbon are you eliminating in your global warming potential? But now let's quantify the heat, the man-hours, and how does that translate to carbon and sustainability savings on the job? . . . When you visit that guy, all he does all day is hold that cherry on the steel to warm it up, how much energy are we losing, what kind of safety situation do we have there, and how do we change the conversation for efficiency and innovation in construction?”
Jeffrey Smilow, executive vice president and managing director for building structures at WSP, summarizes the case for using A913 succinctly: “Smaller shapes are the benefit with the higher strength; less built-up material, which means less cost in production. [It's] readily available because now it's produced in the States, whereas years ago, you could not get this material in the States. Architects as well as non-architects are definitely in today's day and age interested in a more sustainable product, and the A913s as they're manufacturing in this country, have a better sustainability, a lesser carbon footprint, and it's improving constantly.”
Although structural engineers are more directly concerned with specific types, grades, and properties of steel, architects and other members of the design team can benefit from being conversant with them as well. “Sometimes when the term 'high-strength steel' comes up in the context of a project team, a lot of initial reactions might be hesitancy to engage with particular types,” Finnigan says. “If the discussion of high-strength steel is coming up from the structural engineer on a project, it's worth investigating, because they're probably trying to identify the most effective place in the building to integrate the high-strength steel, and they're taking into account more layered decision factors than just 'Is it high-strength steel or not high-strength steel?' It's important to drill down to understand each high-strength steel, as it is unique.” As A913 becomes more prominent in these decisions, and preferable to more familiar materials in many settings, architects who recognize its properties can deploy it for a host of reasons: to save material and construction costs, to maximize structural strength without mammoth column sizes, to increase occupiable space, and to improve a building's energy and carbon footprint.
Toronto's Bay Adelaide complex, Finnigan notes, has been a pioneer in using A913 as successive grades have become available. Grade 65 made its global debut at the original Bay Adelaide West (WZMH Architects) in 1990, Bay Adelaide East (KPMB/Adamson Associates) was the first building to use grade 70, and Bay Adelaide North (KPMB/Adamson), under construction, is the first application of grade 80. Other prominent buildings using A913 include World Trade Towers One (Skidmore Owings + Merrill) and Three (Rogers Stirk Harbour); the Hearst Tower (Foster and Partners), Allegiant Stadium in Las Vegas (Manica Architecture/HNTB); NRG Stadium in Houston (Populous, formerly HOK Sport), formerly Reliant Stadium, the first National Football League stadium with an operable roof; Globe Life Field in Arlington, Texas (HKS); and the Salesforce Tower in Chicago (Pelli Clarke Pelli, under construction at this writing). The grade 65 variant of A913 has become widespread in columns (gravity and lateral-system), trusses (long-span and heavily loaded short-span), seismic design (where it serves the “strong column, weak beam” approach), and short- or medium-span beams where deflection is not a concern.
Finnigan points out that A913 has been on the market since 1989, “which for some people might represent their grandfather's steel. I think that it's important to not mislead anyone into thinking that this is a brand-new product.” What has changed since the material first appeared, however, are the professional, economic, and global environmental contexts. With an American manufacturer having entered the field, and with growing recognition by the design and engineering professions that A913 can outperform A992 (the industry standard for wide-flange and I beams) on several important metrics, A913 may be the first type of steel to address the requirements of the climate-emergency era credibly enough to merit certain descriptions that have begun appearing in professional discussions, and not solely in promotional contexts: “green steel,” “smart steel,” or even “Net Zero steel.”
From some perspectives, the energy demands of the production process for any type or grade of steel make such phrases tantamount to “clean coal,” “nontoxic,” or other much-derided greenwashing terms. Yet the two major manufacturers have adopted production technologies energy-efficient enough to relegate images of energy-hogging blast furnaces to the past, and the recycled-material content of A913, like that of most steel now produced worldwide, is high. On close examination, today's advanced steels and the processes of making them bear only a loose family resemblance to our grandfathers' steel; an architect operating on green principles can design for and specify these materials without undue concern that steel-structured buildings will do an irreparable disservice to this generation's grandchildren.
The Qst For The Holy Grail: Toughness, Weldability, And Low Alloy Content
Grades of steel reflect its yield strength in kilopounds per square inch (ksi), so that grade 50 has a yield point (beyond which the material will have some degree of permanent deformation) of 50 ksi, grade 65 has a yield point of 65 ksi, and so forth. A913 high-strength steel is produced through a thermomechanical rolling process, like A992, and undergoes QST after it is rolled to its final dimensions. QST imparts high yield strength, high ultimate tensile strength, good toughness at low temperatures, and superior weldability. (Toughness, in the parlance of materials science and structural engineering, is not to be confused with hardness, though the terms are often interchanged in the vernacular; toughness is the ability to resist fracturing when force is applied, while hardness is resistance to abrasion or friction. Diamonds are hard, i.e., extremely difficult to scratch, but not tough: a hammer blow can shatter a diamond. Steel's toughness is derived from both strength and ductility.)
Available grades of A913 to date include 50 ksi, 60 ksi (used overseas but generally not in the U.S.), 65 ksi, 70 ksi, and 80 ksi. Because the QST process requires enough mass and thermal energy to temper the material after quenching, A913 is not generally available in lighter shapes but is commonly found in larger W-sections (e.g., W14x90 to W14x730). The specification also calls for a toughness of 40 foot-pounds at 70°F, as determined by mandatory Charpy impact tests at the flange locations. (Charpy V-notch [CVN] testing is a high strain-rate test on a notched specimen of material, measuring energy absorbed by the material during fracture by a standardized heavy pendulum dropped from a known height at specified temperatures; the upward swing of the pendulum after impact measures the material's toughness.)
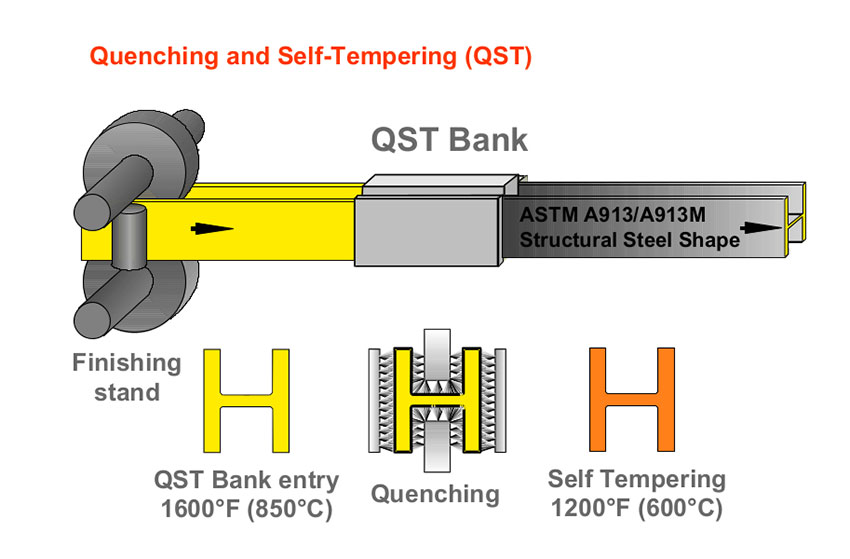
Image courtesy of Shelley Finnigan
The three-stage process of quenching and self-tempering (QST).
Finnigan notes that A913's toughness extends to low-temperature environments. “For wide-flange products, there are specialty considerations that an engineer might want to take into account when a material is going to be exposed to extreme low temperatures in its service life,” she says. “In order to respond to that, they will have to make a special specification request on the mechanical properties of the material, perhaps for a low special Charpy (or CVN impact) value. And the A913 specification has historically performed really well in low-temperature applications and can meet low-temperature Charpy requirements rather easily. It doesn't mean that it comes for free in the material, so that's always a consideration that needs to be kept in mind, but the material historically has always performed well in those types of applications, and it's actually used a lot in offshore applications, which have extremely tight tolerances on their Charpy values.”
QST, developed in the 1980s, comprises three steps: rapid water cooling, interruption before the core is quenched, and self-tempering. Quenching the surface of the rolled steel with high-pressure water, enough to cool outer layers but not the inner core, leaves thermal energy in the material, which passes back through the exterior layers in the self-tempering stage, reheating them to approximately 1100°F (600°C), the maximum post-quenching surface temperature. The rapid cooling refines the grain structure of the steel; the self-tempering stage establishes toughness and ductility.
The chemical states of steel at different temperatures and under different rates of cooling include crystalline forms known as austenite, martensite, bainite, pearlite, ferrite, and cementite, which respond differently to physical deformations. The transition from austenite to quenched martensite at the cooling stage is critical: quenched but untempered martensite is hard but brittle, susceptible to cracking and failure. Too much martensite leaves steel brittle; too little leaves it soft. Tempering brings the material to the fine-grained, desirably tough state, tempered martensite, which will resist cracking during welding or under loads.
Before the introduction of QST, tempering high-strength steels depended substantially on varying the material's chemistry, adding alloying elements that retard formation of the more brittle forms. A913 achieves a similar effect thermally, with smaller amounts of alloy elements. Compared with A992, A913 has significantly less carbon, contributing to ductility and weldability as well as lower embodied carbon; identical manganese, silicon, and columbium content; and less sulfur, phosphorus, vanadium, molybdenum, copper, nickel, and chromium.
Stine notes that the price premium for A913 is a fraction of the benefits it confers through both direct quantitative reductions and indirect savings: “The average… high-strength product costs 2 percent to 5 percent more,” she says. “So let's think about the pros and cons: you're saving 20 percent on the tonnage of those members, you don't have to preheat it, you're saving your carbon, all this stuff, and you're only spending up to 5 percent more, and you're like, 'Wait a minute, the math, it's too good to be true. Where is the catch? That means it's only rolled once a year.' Actually, no, it's the same melt.”
The strength, durability, and recyclability of structural steel make it an essential tool for architects and engineers with an eye on the future. Advances in metallurgical science and fabrication techniques make it possible for less material to bear more load and occupy less space, thus economizing on the material's quantity and cost without compromising its structural integrity. In a world where professionals, clients, and the general public are increasingly conscious of the carbon and energy footprints of building materials, and where minimizing resource extraction and waste is a higher priority than in the past, high-strength structural steel is a prudent and logical choice, even plausibly a sustainable one.
The latest generation of high-strength, low-alloy steel, American Society for Testing and Materials (ASTM) specification A913, was introduced in 1993. This structural-quality steel is produced through a thermomechanical control process known as quenching and self-tempering (QST) that involves cooling and reheating so as to retain energy in the material and induce chemical changes in the layers of the steel as it assumes its form.
Image courtesy of Binyan Studios and BIG – Bjarke Ingels Group
The Spiral, designed by BIG – Bjarke Ingels Group and located in the fast-rising Hudson Yards district on Manhattan's West Side, uses grade 65 A913 combined with grade 50 A992 in some perimeter columns.
Two major manufacturers currently provide A913 steel to the North American market: ArcelorMittal and Nucor-Yamato, a joint venture between Nucor Steel of Charlotte, N.C., and Yamato Kogyo Group of Himeji, Hyogo, Japan. A913 has been incorporated into worldwide construction standards, including the American Institute of Steel Construction (AISC) Steel Construction Manual and Seismic Design Manual.
A913 represents an advance over a previous high-strength specification, ASTM A992, which remains “the most common specification used for wide-flange sections in the North American market,” observes Shelley C. Finnigan, global technical sales engineer at the Chicago office of Luxembourg City-based manufacturer ArcelorMittal. Levels of carbon and other alloy components in A913 are kept low, and its strength-to-weight ratio is high. QST is part of the production line, not a separate treatment; “because this is an in-line process,” Finnigan continues, “and because we don't have to add really expensive alloying elements to the material, then we are able to really tightly control the cost, and so the price of the material for the buyer actually is extremely competitive on the market.”
Photo courtesy of Finnigan, Charnish, and Chmielowski
ArcelorMittal’s quenching and self-tempering (QST) process, Differdange, Luxembourg.
“High-strength steel in its basic form is a way to do more with less,” says Tabitha S. Stine, director of the Construction Solutions Services Group at domestic steelmaker Nucor's office near Chicago. “That means we can build with less steel, we can go higher, we can go longer spans, we can meet what's called serviceability constraints: deflection, vibration. You're building a hospital, you have high-end equipment—these are not things that were needed 100 years ago, but we have to keep building and evolving in the world that we're in, and steel [structures] can't be the same as the ones that our grandfathers built and designed. It has to evolve.”
The reduction of steel tonnage from selecting A913 over other types of steel varies but is nontrivial. Renewed interest in using ASTM A913 has resulted in enhancements of the QST process, allowing one steel producer to realize a weight savings of 15 to 25 percent when switching from A992. This translates to significant material cost savings, reduced foundation requirements, and smaller capacity cranes. Each ton of steel that is eliminated reduces the overall CO2-equivalent output for the structure. Long span trusses can see a weight savings of 15 to 25 percent in members. This weight savings reduces the overall truss dead load, which allows for the design of smaller sections throughout the truss. When switching to steel produced by this enhanced process, column size is expected to decrease by 2 footweights within the same section family. Compared with concrete columns, the same research estimates that each 65 ksi W14x398 column saves 65 percent in square footage over an equivalent concrete column bearing the same axial load, 6,000 kips. Another benefit of this process—though still being researched (see below)—is possibly less need for preheating during welding.
“We've done a tremendous amount of work of quantifying not just the strength and man-hour savings, but also looking at the carbon savings,” says Stine. “So, when you reduce your tonnage by 20 percent, how much carbon are you eliminating in your global warming potential? But now let's quantify the heat, the man-hours, and how does that translate to carbon and sustainability savings on the job? . . . When you visit that guy, all he does all day is hold that cherry on the steel to warm it up, how much energy are we losing, what kind of safety situation do we have there, and how do we change the conversation for efficiency and innovation in construction?”
Jeffrey Smilow, executive vice president and managing director for building structures at WSP, summarizes the case for using A913 succinctly: “Smaller shapes are the benefit with the higher strength; less built-up material, which means less cost in production. [It's] readily available because now it's produced in the States, whereas years ago, you could not get this material in the States. Architects as well as non-architects are definitely in today's day and age interested in a more sustainable product, and the A913s as they're manufacturing in this country, have a better sustainability, a lesser carbon footprint, and it's improving constantly.”
Although structural engineers are more directly concerned with specific types, grades, and properties of steel, architects and other members of the design team can benefit from being conversant with them as well. “Sometimes when the term 'high-strength steel' comes up in the context of a project team, a lot of initial reactions might be hesitancy to engage with particular types,” Finnigan says. “If the discussion of high-strength steel is coming up from the structural engineer on a project, it's worth investigating, because they're probably trying to identify the most effective place in the building to integrate the high-strength steel, and they're taking into account more layered decision factors than just 'Is it high-strength steel or not high-strength steel?' It's important to drill down to understand each high-strength steel, as it is unique.” As A913 becomes more prominent in these decisions, and preferable to more familiar materials in many settings, architects who recognize its properties can deploy it for a host of reasons: to save material and construction costs, to maximize structural strength without mammoth column sizes, to increase occupiable space, and to improve a building's energy and carbon footprint.
Toronto's Bay Adelaide complex, Finnigan notes, has been a pioneer in using A913 as successive grades have become available. Grade 65 made its global debut at the original Bay Adelaide West (WZMH Architects) in 1990, Bay Adelaide East (KPMB/Adamson Associates) was the first building to use grade 70, and Bay Adelaide North (KPMB/Adamson), under construction, is the first application of grade 80. Other prominent buildings using A913 include World Trade Towers One (Skidmore Owings + Merrill) and Three (Rogers Stirk Harbour); the Hearst Tower (Foster and Partners), Allegiant Stadium in Las Vegas (Manica Architecture/HNTB); NRG Stadium in Houston (Populous, formerly HOK Sport), formerly Reliant Stadium, the first National Football League stadium with an operable roof; Globe Life Field in Arlington, Texas (HKS); and the Salesforce Tower in Chicago (Pelli Clarke Pelli, under construction at this writing). The grade 65 variant of A913 has become widespread in columns (gravity and lateral-system), trusses (long-span and heavily loaded short-span), seismic design (where it serves the “strong column, weak beam” approach), and short- or medium-span beams where deflection is not a concern.
Finnigan points out that A913 has been on the market since 1989, “which for some people might represent their grandfather's steel. I think that it's important to not mislead anyone into thinking that this is a brand-new product.” What has changed since the material first appeared, however, are the professional, economic, and global environmental contexts. With an American manufacturer having entered the field, and with growing recognition by the design and engineering professions that A913 can outperform A992 (the industry standard for wide-flange and I beams) on several important metrics, A913 may be the first type of steel to address the requirements of the climate-emergency era credibly enough to merit certain descriptions that have begun appearing in professional discussions, and not solely in promotional contexts: “green steel,” “smart steel,” or even “Net Zero steel.”
From some perspectives, the energy demands of the production process for any type or grade of steel make such phrases tantamount to “clean coal,” “nontoxic,” or other much-derided greenwashing terms. Yet the two major manufacturers have adopted production technologies energy-efficient enough to relegate images of energy-hogging blast furnaces to the past, and the recycled-material content of A913, like that of most steel now produced worldwide, is high. On close examination, today's advanced steels and the processes of making them bear only a loose family resemblance to our grandfathers' steel; an architect operating on green principles can design for and specify these materials without undue concern that steel-structured buildings will do an irreparable disservice to this generation's grandchildren.
The Qst For The Holy Grail: Toughness, Weldability, And Low Alloy Content
Grades of steel reflect its yield strength in kilopounds per square inch (ksi), so that grade 50 has a yield point (beyond which the material will have some degree of permanent deformation) of 50 ksi, grade 65 has a yield point of 65 ksi, and so forth. A913 high-strength steel is produced through a thermomechanical rolling process, like A992, and undergoes QST after it is rolled to its final dimensions. QST imparts high yield strength, high ultimate tensile strength, good toughness at low temperatures, and superior weldability. (Toughness, in the parlance of materials science and structural engineering, is not to be confused with hardness, though the terms are often interchanged in the vernacular; toughness is the ability to resist fracturing when force is applied, while hardness is resistance to abrasion or friction. Diamonds are hard, i.e., extremely difficult to scratch, but not tough: a hammer blow can shatter a diamond. Steel's toughness is derived from both strength and ductility.)
Available grades of A913 to date include 50 ksi, 60 ksi (used overseas but generally not in the U.S.), 65 ksi, 70 ksi, and 80 ksi. Because the QST process requires enough mass and thermal energy to temper the material after quenching, A913 is not generally available in lighter shapes but is commonly found in larger W-sections (e.g., W14x90 to W14x730). The specification also calls for a toughness of 40 foot-pounds at 70°F, as determined by mandatory Charpy impact tests at the flange locations. (Charpy V-notch [CVN] testing is a high strain-rate test on a notched specimen of material, measuring energy absorbed by the material during fracture by a standardized heavy pendulum dropped from a known height at specified temperatures; the upward swing of the pendulum after impact measures the material's toughness.)
Image courtesy of Shelley Finnigan
The three-stage process of quenching and self-tempering (QST).
Finnigan notes that A913's toughness extends to low-temperature environments. “For wide-flange products, there are specialty considerations that an engineer might want to take into account when a material is going to be exposed to extreme low temperatures in its service life,” she says. “In order to respond to that, they will have to make a special specification request on the mechanical properties of the material, perhaps for a low special Charpy (or CVN impact) value. And the A913 specification has historically performed really well in low-temperature applications and can meet low-temperature Charpy requirements rather easily. It doesn't mean that it comes for free in the material, so that's always a consideration that needs to be kept in mind, but the material historically has always performed well in those types of applications, and it's actually used a lot in offshore applications, which have extremely tight tolerances on their Charpy values.”
QST, developed in the 1980s, comprises three steps: rapid water cooling, interruption before the core is quenched, and self-tempering. Quenching the surface of the rolled steel with high-pressure water, enough to cool outer layers but not the inner core, leaves thermal energy in the material, which passes back through the exterior layers in the self-tempering stage, reheating them to approximately 1100°F (600°C), the maximum post-quenching surface temperature. The rapid cooling refines the grain structure of the steel; the self-tempering stage establishes toughness and ductility.
The chemical states of steel at different temperatures and under different rates of cooling include crystalline forms known as austenite, martensite, bainite, pearlite, ferrite, and cementite, which respond differently to physical deformations. The transition from austenite to quenched martensite at the cooling stage is critical: quenched but untempered martensite is hard but brittle, susceptible to cracking and failure. Too much martensite leaves steel brittle; too little leaves it soft. Tempering brings the material to the fine-grained, desirably tough state, tempered martensite, which will resist cracking during welding or under loads.
Before the introduction of QST, tempering high-strength steels depended substantially on varying the material's chemistry, adding alloying elements that retard formation of the more brittle forms. A913 achieves a similar effect thermally, with smaller amounts of alloy elements. Compared with A992, A913 has significantly less carbon, contributing to ductility and weldability as well as lower embodied carbon; identical manganese, silicon, and columbium content; and less sulfur, phosphorus, vanadium, molybdenum, copper, nickel, and chromium.
Stine notes that the price premium for A913 is a fraction of the benefits it confers through both direct quantitative reductions and indirect savings: “The average… high-strength product costs 2 percent to 5 percent more,” she says. “So let's think about the pros and cons: you're saving 20 percent on the tonnage of those members, you don't have to preheat it, you're saving your carbon, all this stuff, and you're only spending up to 5 percent more, and you're like, 'Wait a minute, the math, it's too good to be true. Where is the catch? That means it's only rolled once a year.' Actually, no, it's the same melt.”

Image courtesy of Goettsch Partners
Union Station Tower at 320 South Canal in Chicago, designed by Goettsch Partners, incorporates high-strength steel members in a way that eliminates the use of corner columns, increasing occupant views.
Stine also dismisses concerns that A913 might require special treatment. “This is not a special thing that you need to go, 'Oh, well, I'm using high-strength steel, which means my specs are going to change; I need to treat it differently; I need to think about ordering it differently.' None of that applies, and there are no surface condition constraints that mean you have to do a special coating on your steel; there's nothing like that. You treat it like traditional steel.”
Weldability: Perspectives From Engineers, Manufacturers, And Welders
The benefits of A913 recurrently stressed by the manufacturers include ease of welding, a substantial advantage given the costs associated with onsite welding. Professionals with experience in this component of construction emphasize that it is a nuanced subject requiring awareness of contexts: weldability is a matter of degree, and experiences with different steels and settings can differ. While regarding A913 as highly weldable, some welders note that in practice the process calls for special attention and high expertise.
Under most circumstances, preheating has been a best practice in welding, releasing hydrogen from the metal and reducing the risk of hydrogen-induced cracking, either in the heat-affected zone or the weld metal. Grades 50 and 65 of A913 are weldable without preheating at temperatures above 32°F, provided filler metals with low hydrogen (H8 or lower, producing a weld with a maximum of 8 ml of hydrogen per 100 g of weld deposit) are used, according to American Welding Society specifications (AWS D1.1). Selected A913 grades are in Category D for minimum preheat and interpass temperatures, where 32°F is the minimum preheat temperature (AWS D1.1/D1.1M-2020, Table 5.8 and Clause 6.8.4), allowing for conditions of restraint, hydrogen level, and other factors. Commentators caution that blanket statements of exemption from preheating are not accurate.
“Any time your base metal that you're welding against is too thick, in general, you have to preheat that steel,” says Stine. “It's dictated by the American Welding Society. So AWS has standards that say, for this grade of steel, for this thickness, you have to preheat the steel to make the weld. Well, the biggest benefit of A913 is, it doesn't matter how thick it is, you don't have to preheat any more, so imagine all the hours in a shop or hanging in the air that steel is being welded together; that may be a safety constraint, it may be hundreds or thousands of man-hours on a large job. You can remove that piece of the equation, bring more safety to your workers, and actually as soon as you butt those two materials together, you can weld them together.”
One manufacturer offers somewhat more qualified recommendations about A913's preheat requirements, referencing European Union welding codes:
“Provided that the general rules of welding and fabrication are respected (see EN1090-2, EN1011-2 or local codes), [the product’s] grades also offer good weldability for all manual and automatic processes. Due to their low carbon equivalent content, it is generally not necessary to preheat under the following conditions:
- Heat input Q ranges 10-60 kJ/cm
- Temperature of the product is > 5°C [41°F]
- Electrodes with low carbon equivalent and low hydrogen content, typically with a diffusible hydrogen content ≤ H10 … are used. The welding of a Jumbo beam of 140 mm flange thickness… was welded without preheating with a filler metal with low hydrogen content ≤ H5.
A discussion of A913's suitability for sites with seismic risks includes an overview of weldability evaluations with jumbo shapes (W14x730) of grade 65 and concludes that the material's low carbon equivalent does allow welding without preheating, even with such large members (Axmann).
Exemption from preheating, if feasible, would be a rare and beneficial property of any steel. A913, says Finnigan, is “one of the only specifications that has been approved by AWS to be welded without preheat in certain applications, so that can be really beneficial in cold-weather applications, because as long as the material is above freezing, you don't have to hit really stringent preheat requirements with the material, which can be onerous for the fabrication procedures and the on-site installation procedures.” Preheating uses nontrivial amounts of energy and time; it also requires considerable expertise both to ensure safety and to control variables that can lead to cracking.

Image courtesy of Neoscape & BIG – Bjarke Ingels Group
Located at the intersection of the High Line and the newly developed Hudson Boulevard Park on Manhattan’s evolving West Side, BIG's Spiral intertwines a continuous green pathway with workspaces on every level.
WSP's Smilow notes that a lighter, stronger, more ductile material like A913 conveys multiple benefits. “Because you have better material than conventional grade 50, your welding improves dramatically, because you have so much less welding; that's a big plus. . . . If we're talking about welding plates together, it's more likely than not you're going to be dealing with full-penetration welds, so [with] even a small reduction, there's a big savings in the amount of welds, and then there's the mushroom effect: the time to do a weld, the potential for cracking of the steel. The more, the thicker, the greater the potential for cracking, because of residual stresses.”
Cracking is more common than one might recognize. “I'm always bumping into the cracking issue,” Smilow reports, recalling one large and ill-fated tourism-oriented project–repeatedly delayed and eventually canceled–where a large base with over 100 anchor bolts was shipped to the site, only for the engineering/construction team to discover cracks proliferating throughout the material. (The component was fixed, but this was one of numerous problems with the project, culminating with engineers from another major firm walking off the site.)
Questions of weldability inevitably raise questions of how much onsite welding is feasible or desirable at all, given its costs. “Field welding is a major issue when you're dealing with very, very thick, significantly sized welds,” Smilow continues, “because once you start some full-penetration welds, you're not permitted to stop in the middle, and you have welds here that have to be preheated, and the process could take literally days to complete. You can imagine how would that work in the field at a construction site, versus a plant where you can lay things down and set up and control what happens with three shifts of laborers. So bolting, by far, is the way they want to proceed, even if it means welding on, in the shop, significant extensions to flanges to enable larger amounts of bolts. And again, the A913s are of such high quality that they enable the welding to take place with less trouble. . . . You don't have to preheat as much as you would on the A992 grade 50 material, even though it's good practice to preheat appropriately, but it all depends on the thickness of the material.”
Jason Chadee, quality assurance manager of New York City Union Iron Workers Locals 40 and 361 Joint Apprentice Committee, has extensive experience on major local projects including the Brooklyn-Queens Expressway, the Verrazano-Narrows Bridge, World Trade Center Tower 1, and Hudson Yards; he also consults with prominent steel erectors and trains fellow ironworkers in welding A913 and other types of structural steel. He finds that A913 has impressive toughness and ductility, speculating that it may also offer greater resistance to hydrogen cracking. With high-strength steels in general, however, “the mechanical properties are improved with the toughness and ductility of it, but as far as weldability, it's a little more difficult to weld.”
Appropriate filler metals with grade 65 must be nickel-based, Chadee says; “the technique is a little more difficult to weld, the travel speed is slower . . . you have to have a lower heat input, also.” If amperage and voltage are too high, “the nickel balloons out faster than the iron, and that affects the chemical composition of the steel,” he has observed. “Because of all these things, it's a slower process, so if you're welding a vertical weld, it's going to be about 40 percent slower than a flat, because of your heat input and travel speed.” He suggests that on projects with extensive high-strength steel, slip-critical bolted connections can replace welded connections.
Decisions between bolted and welded connections depend on variables of cost (welding expertise entails higher labor costs than bolt-tightening), time, and strength considerations (welds, provided cracking does not occur, are stronger). “There are a couple of ways that the good weldability of material like A913 can factor into an equation,” says Finnigan. “There are some conditions where it might just be unavoidable to have site welding: for example, in high seismic areas, or with some elements that are part of the redundancy system or the robustness system of the building, it might be necessary for column splices, for example, to be CJP [complete joint penetration] or even PJP [partial joint penetration] welded. . . . In those conditions, bolted connections might be an alternative, but sometimes you just get to a point where using bolts to achieve the full connectivity of the elements between one another can become such a cumbersome detail that CJP welding is completely necessary. And so in a condition like that, where you're going to be doing it on-site, having a material that's much easier to weld can be super-beneficial for the installation and for the project overall.”
David Tarabji, structural engineer with Magnusson Klemencic Associates (MKA) in Chicago, recommends that fabricators and onsite welders should develop specific familiarity with the highest-grade steels. With grade 80, “fabricators have to get their internal processes up to being able to have all their welding procedures for 80 ksi, and I've heard anecdotally that it wears out the equipment a little bit more; you go through more saw blades and more drill bits. It's a harder material, and so I think as it gets more exposure in the marketplace, more fabricators, as they get accustomed to it, they'll start wanting to see it more, but it has to flood the marketplace first.” On his own firm's major project using grade 80 (see Case Studies below), the fabricator was up to speed on the material and there were no problems, “but it's something that probably not every fabricator is prepared to take on just yet.”
Anthony N. Gopaul, a professional welder with NYC Constructors and a member of Locals 40 and 361, concurs with Chadee's caveats about speed with A913. “The weldability is good,” he observes, but with the high nickel content in the electrodes he and his colleagues use, the process is slower and should not be attempted by inexperienced personnel. “If you really don't know what you're doing, it will crack, because the nickel makes it a little bit more brittle. . . . In terms of A913 steel, it is very difficult to weld in a vertical position. But any welder that really is very experienced with this, they've got no problems.” He dissents, however, from the claim that preheating is unnecessary. “Maybe the manufacturer claims that, but when we're welding, we always preheat. . . . I don't know where that came from, that you do not need preheat. If you don't need preheat, then it's got to be probably very thin steel. But if you're talking about heavy material, no, you need the heat.” Noting differences between official documentation and experience in the field, he says, “It all comes down to what's going to work, what won't work, and what's needed for it to work.”
Is It Still Aspirational To Speak Of Green Steel?
Steel has been described as ideally suited to a circular or cradle-to-cradle economy, in which materials are durable enough that many structures, particularly well-maintained buildings and bridges, remain in use as long as possible, and reuse or recycling replaces the disposal and waste that characterize the late phase of products' life in a linear economy (World Steel Association). Steel production inevitably consumes large amounts of energy; its full energy and carbon footprints depend on how that energy is produced. General comparisons of the relative environmental burdens placed on the Earth by steel and its structural competitors (concrete, with its well-known heavy footprint largely due to Portland cement, and engineered timber, the relative newcomer widely considered practical only on certain scales) are a topic for other settings; suffice it to say that as a durable material made largely from recycled scrap in the U.S., steel in general is far greener than some assume. Over 90 percent of American structural steel has recycled content, making the U.S. the global leader in this metric.

Image courtesy of Binyan Studios & BIG – Bjarke Ingels Group
A series of green spaces wraps the 1,005-foot-high, BIG-designed Spiral tower, creating a double-height atrium at every terrace.
Because the two manufacturers of A913 available in North America have both moved to energy-efficient production methods drawing on renewable energy sources, and because steel products are fully and continuously recyclable at the end of their usable lives, there is a coherent argument that specifying A913 aligns with the goals of sustainable construction on both the single-building and the global levels.
Stine notes that from an environmental standpoint, “high-strength steel not only continues to allow you to use less tonnage to get to the strength that you need; the big benefit of things like A913 is the way it's produced.” Unlike traditional steel mills that use a blast furnace and basic oxygen furnace (BF-BOF) and a high proportion of iron ore, mills producing A913 use the electric arc furnace (EAF) method, fed by recycled scrap, and with a substantially lighter energy and carbon footprint than either BF-BOF or EAFs using direct reduced iron. The International Energy Agency ranks the iron and steel industry first in carbon dioxide emissions and second in energy consumption among heavy industries (IEA, 2020) but also describes scrap-based EAF as “60 to 70 percent less energy-intensive than the other routes,” BF-BOF and direct-reduced-iron EAF (IEA, 2021). Along with shifting the proportion of steelmaking from BF/BOF technology to scrap-based EAF, there has been speculation in Europe that decarbonization efforts can make further headway by replacing fossil fuels as reductants in direct-reduced-iron production with green hydrogen, which is currently costly to produce but is on a path toward cost competitiveness (Hoffmann et al.).
Stine asserts that “100 percent of every type of steel that we make is through electric arc furnace, which means everything is comprised of scrap.” BF-BOF is more prevalent outside the U.S.; “that is the carbon suck,” she says. “When you see the statistics of what's the global warming potential of the world steel industry, it's because of that blast oxygen furnace.” The industry is currently divided between the methods, with EAF users generating “a fraction of the greenhouse-gas emissions” of the older BF/BOF method. “We are committed to an EAF for everything that we do, and we are going to continue to bring that down to zero. We're going to have Net Zero steel in the future.”
This manufacturer has launched a Net Zero certification extending to all its metals, including those in the construction sector. The designation addresses Scope 1 and Scope 2 emissions under the 2015 Paris Climate Agreement (direct emissions from steelmaking and indirect emissions from electricity generation, respectively), while the firm is exploring potential reductions in Scope 3 (emissions attributed to upstream and downstream operations) voluntarily.
Steels outside the construction sector, incidentally, will soon have similar strength-to-weight ratios. “What's coming in the world of high-strength plate products would be something like A913, but a similar grade for plate,” Stine adds. “It'll have the same attributes.” The firm is building an all-EAF plate mill, aiming to produce the nation's thickest, highest-grade plate steel. “It's not just for bridges and buildings,” says Stine; “it's so important that so much funding for sustainability and renewable energy that Biden Administration is pushing so much for, wind and that offshore market, is going to be fed through this huge plate product that we're going to be bringing, to be able to build those towers as wind turbines. They will be able to continue to reduce our dependence on coal power.”
Although this new mill is in a coal-producing state–according to the Energy Information Administration, 69 percent of the state's electricity was still generated by coal-fired power plants as recently as 2020─the plan calls for virtual power purchase agreements with renewable projects elsewhere, supplying steel for offshore wind towers and solar farms and reducing its own Scope 2 attributed greenhouse-gas emissions at its new plant. “We have renewable energy through wind and solar that we're using to fuel our steel mills, and we will get there,” Stine continues. Like many claims of Net Zero status across different industries, she acknowledges, her company’s is based on a combination of renewable energy sources and carbon offsets: “Initially, it's the purchase of reputable high-level carbon offsets in the market, but that's step one. In the future, it will be doing things that we can do at our mills,” including carbon capture and underground injection, biochar carbon sequestration, and other methods. The proportion of renewable energy directly used in its plants is not yet public information, she reports, “but there's many different things that we're going to do every single day to be able to get to Net Zero on our own without the purchase of offsets.”
Finnigan points out that her firm also manufactures A913 with an EAF. The product “has a specific supply chain, and so it's possible for the end user to really drill down into what the carbon impact is of that material from a mill-specific route, and so going based on that versus the industry averages, you can see some really great returns on the carbon footprints of your project, so you would get a return from not only the reduction in weight, but also by drilling into the mill-specific EPDs [environmental product declarations], for example, you'd be able to see what the specific global warming potential is of that material. Aside from that, there are also benefits that come from the rest of the supply process; when it comes to material being transported to site, you can see some reduction in cost. When it comes to constructability, using a higher-strength steel will not only reduce the weight of material in your project, but in some cases, it can also lead to a reduction in, for example, the capacity of the crane that might have to be used on site, so having less material can have all sorts of knock-on effects that can also bring value to the project.”
Catchphrases like “green steel” are more meaningful when supported by emissions information such as global warming potential (GWP), the Environmental Protection Agency's metric for calculating and reporting emissions in ways that allow meaningful comparisons. One manufacturer's EPD provides detailed calculations of direct and indirect impacts; the other has an EPD covering the mill where its A913 is made plus a plant that makes non-A913 hot-rolled structural steel. (The AISC has also posted an older categorical EPD for U.S.-made hot-rolled structural steel, averaging data from three producers, two of which do not make A913; it is valuable for analyzing the GWP of the fabrication process but not as specifically informative as the manufacturers' EPDs.)
All factors considered, both of the available A913 products are an advance on its predecessor A992, and on other structural options, for any project guided by an awareness that the design/engineering/construction sector's steadily improving environmental performance needs to continue and accelerate in the coming years.
Conclusion
The introduction of A913 nearly two decades ago has expanded architects' and engineers' structural options considerably, particularly but not exclusively on larger projects. The entry of a domestic manufacturer into the A913 field, moreover, creates not only healthy competition but the possibility of relief from supply-chain uncertainties and logistical complications, factors that have always been important but are even more so in the post-pandemic economy. This circumstance implies that the gradual adoption of this material may accelerate throughout the American built environment.
Voelkle, reflecting on her team's experience with The Spiral, notes that “domestic sourcing of critical materials such as steel means the reduction of transportation time, which reduces the carbon footprint.” While BIG, as architects, rarely advise engineers and contractors about the details of steel purchases, she and her colleagues find that some clients more readily commit to domestic purchases for the sake of facilitating parts replacements, quality assurance, and facility inspections. That said, the European manufacturer can counter these advantages through longer experience with A913. With a material that generates such benefits, there are no bad choices.
End Notes
American Road & Transportation Builders Association. National Bridge Inventory: Iowa. 2021.
https://artbabridgereport.org/state/profile/IA, accessed Dec. 3, 2021.
American Welding Society. Structural Welding Code D1.1, Miami, FL, 2000.
https://law.resource.org/pub/us/cfr/ibr/003/aws.d1.1.2000.pdf, accessed Dec. 4, 2021.
Axmann, Georges. Steels for Seismic Applications: ASTM A913 Grade 50 and Grade 65. Undated.
https://constructalia.arcelormittal.com/files/Histar_ASTM_A913_seismic_ncee_en—61dfc888567e795a95bac31b26d5743c.pdf, accessed Dec. 3, 2021.
Finnigan, Shelley; Charnish, Barry; Chmielowski, Robert. Steel and the Skyscraper City: A Study on the Influence of Steel on the Design of Tall Buildings. Council on Tall Buildings and Urban Habitat, 2015.
https://global.ctbuh.org/resources/papers/download/2409-steel-and-the-skyscraper-city-a-study-on-the-influence-of-steel-on-the-design-of-tall-buildings.pdf, accessed Dec. 20, 2021.
Hoffmann, Christian; Van Hoey, Michael; Zeumer, Benedikt. Decarbonization challenge for steel: hydrogen as a solution in Europe. New York: McKinsey and Company, 2020. https://www.mckinsey.com/~/media/McKinsey/Industries/Metals%20and%20Mining/Our%20Insights/Decarbonization%
20challenge%20for%20steel/Decarbonization-challenge-for-steel.pdf, accessed Dec. 7, 2021.
International Energy Agency. Iron and Steel Technology Roadmap. IEA, Paris. October 2020.
https://www.iea.org/reports/iron-and-steel-technology-roadmap, accessed Dec. 4, 2021.
International Energy Agency (lead authors: Oki, Takahiro; Salamanca, Hugo). Driving energy efficiency in heavy industries. IEA, Paris. March 17, 2021.
https://www.iea.org/articles/driving-energy-efficiency-in-heavy-industries, accessed Dec. 4, 2021.
World Steel Association. Steel in the Circular Economy. Brussels: World Steel Association, 2015.
https://www.worldsteel.org/en/dam/jcr:00892d89-551e-42d9-ae68-abdbd3b507a1/Steel+in+the+circular+economy+-+A+life+cycle+perspective.pdf, accessed Dec. 7, 2021.
Bill Millard is a New York-based journalist who has contributed to Architectural Record, The Architect's Newspaper, Oculus, Architect, Annals of Emergency Medicine, OMA's Content, and other publications.









