Expanded Metal Mesh in Architecture




Expanded pattern: As described, the common pattern is based on a series of diamonds that emerge in the expanding process. It would be best to become familiar with the range of manufactured patterns first and then either specify a particular pattern or create a custom one based on the variable criteria of that pattern. These would include: strand width, unit weight, LWD and SWD dimensions, the final thickness of the expanded product (standard or flattened), the opening dimensions, and the free opening percentage for light or air to pass through. The expanding process yields a product whose overall thickness may be 1.5 to 5 times thicker than the base metal. If the material is flattened, it may be reduced continuously in thickness to 80 percent or less of the original material thickness. Foil material may have the overall thickness increased up to two times the strand width. Strand width can be varied somewhat to change the percentage of open area, thus meeting strength or aesthetic requirements.
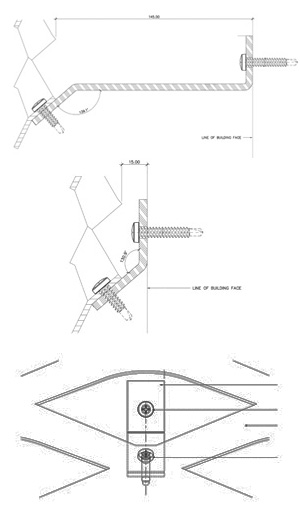 |
Elevation and section views of typical fastening clip details for the installation of expanded metal mesh in architectural applications. Photo courtesy of AMICO |
Piece or coil size: Once the pattern and style designation has been determined, the next consideration is the sheet size. When the quantity is relatively small and when there are no special qualifications regarding the edge configuration, it is nearly always best—in terms of both cost and lead-time—to select one of the many sheet sizes offered as “standard” by the manufacturer. However, most manufacturers can and do routinely furnish expanded metal in special (non-standard) sheet sizes when requested and when the quantity justifies. In this event, it is important for the specifier to give some consideration to the edge configuration of the sheet as it relates to any particular requirement since the cost may be affected by the manufacturing operations necessary to shear the edge desired. The significance of the edge condition is that when expanded metal mesh is cut or sheared, it may randomly cross through the solid and open parts of the mesh. If a particular edge condition is needed because it will be exposed, then that needs to be coordinated with the size of the sheet and the dimensions of the pattern. The designer’s decision regarding the edge conditions and tolerances is an important one. A consultation with a manufacturer, before a particular design is finalized, is recommended. This will assist in evaluation and comparison of the various alternatives and can provide specific manufacturing and cost information.
In general, because of the additional operations involved, sheared-tosize expanded metal will cost more than stock size sheets or machine run closed diamonds. Shearing allows for tighter tolerances, but will create open diamonds on any edge that is being sheared. Special size sheets can be furnished provided the sheet dimensions represent even multiples of the dimensions (both LWD and SWD) of the diamond pattern specified and provided that normal manufacturing tolerances will be acceptable. Stock-size sheets of most catalogued expanded metal products are generally available in quantity from steel distributors or from manufacturers. Practically any special design, size or shape can be produced to customer specification. Some patterns are available in coil as well as flat sheets. Custom manufactured sheet sizes or pieces, or material in coil form, are generally available on special order.
Coatings and Finishes: Because of its adaptability to metal finishing processes, expanded metal can be galvanized, anodized, coated, painted or plated for a variety of applications. Because of the light lubricant used during the expanding process, the product should be cleaned prior to finishing. Some of the lubricant used in manufacture is usually present on unfinished expanded metal surfaces and aids in the prevention of corrosion. When requested to furnish the product dry, the supplier shall not be responsible for conditions resulting from the absence of lubricants. In hot-dip galvanizing, there can be some warpage of metal because of high temperatures. In addition, galvanizing does not always produce a smooth and even coating. It is recommended that patterns of 1/2-in. (12.7mm), lighter than 0.084 in. (2mm), and large diamond patterns with a light weight per square foot not be galvanized. Consideration should be given to producing these items from pre-galvanized sheet metal.
Notice