This CE Center article is no longer eligible for receiving credits.
Cutting-edge building projects must use durable materials that also help reduce carbon footprint. Concrete is the material of choice for the tallest buildings in the world and infrastructure designed to last centuries. This article explores how new products using pozzolans, calcined clay, biochar, and other innovations enhance a product that is nearly 5,000 years in development and provides another pathway for meeting future challenges in the built environment. The article includes the histories, compositions, and environmental impacts of these technologies and offers case studies to show how innovation is being put into action.

Photo courtesy of TLB Architecture, LLC
The Connecticut Department of Energy and Environmental Protection (DEEP) is poised to complete its new Western District Headquarters at Black Rock State Park in Watertown in fall 2023. The new building will utilize innovative concrete technologies and will be the first net-zero and LEED Platinum building built by the state.
CONCRETE INNOVATIONS OVERVIEW
In recent years, there has been a push in architecture to design and construct buildings that have a lower carbon footprint. This trend is driven by the real need to address the global challenge of climate change and the recognition that buildings are significant contributors to greenhouse gas emissions. There are several strategies for constructing buildings that help with mitigation. Designing energy efficient buildings that are resistant to natural disasters can significantly reduce life-cycle carbon emissions of a building. But another key strategy involves choosing sustainable building materials that have a lower carbon footprint. With new innovations and technologies, concrete is one material that is proving it has the potential to support these reduction goals.
In Connecticut, one state agency is embracing the challenge of climate change mitigation in full force—and aptly so. The Connecticut Department of Energy and Environmental Protection (DEEP) is tasked with mitigating negative energy and environmental impacts, and so it makes perfect sense that the agency should demonstrate its own mission. DEEP’s new Western District Headquarters at Black Rock State Park, located in Watertown, is poised for completion in fall 2023, and will be the first net-zero and LEED Platinum building built by the state.
The building will be the result of several years of planning. It will allow the agency to consolidate staff from nine outdated buildings that have been, until now, located in five separate towns. Combining them into one building will save energy and money, and it will increase efficiency. The new main building will be designed to achieve LEED Platinum certification and net-zero energy standards. A fully integrated approach to building systems and assemblies was required to maximize efficiency even more and minimize environmental impacts. It became clear to the building’s designers that a thermal mass wall would optimize the site’s solar orientation to reduce overall energy consumption. A Trombe wall was designed to provide passive heating during the winter months, passive cooling during the summer, and improved natural ventilation.
With the combination of earth sheltering, photovoltaics, a geothermal system, radiant polished concrete slabs, and a carefully designed building envelope, the building’s energy consumption will be significantly lower than a comparably sized traditional building. It will result in a 30-40% reduction in energy consumption when compared to a building designed to current building and energy codes. The building will be finished with wood grown from Connecticut State Forests and milled at DEEP’s sawmill.
The use of innovative concrete in this project is key to reducing the carbon footprint. Concrete is a durable building material that provides environmental benefits due to its longevity. But its environmental impact can be reduced with new technologies. Traditional cement used in concrete accounts for roughly 88% of its emissions, which means replacing traditional portland cement with alternative materials can have a big impact.
To reduce the carbon footprint of the DEEP facility, the plans call for 40% cement replacement in the structural concrete mixes with a high-quality ground-glass pozzolan—a supplementary cementitious material (SCM) made from 100% recycled post-consumer glass. For this project, the pozzolan was evaluated to determine its effectiveness, availability, and carbon reduction potential. A variety of mixes were evaluated to make up the 40%. The ground-glass pozzolan product for this project is considered a safe, sustainable, and high-performing pozzolan that dramatically reduces embodied CO2 emissions in concrete.
This ground-glass pozzolan was manufactured with 100% post-consumer glass sourced within a 50-mile radius and manufactured in Connecticut, just 16 miles from the site. The local sourcing and manufacturing also help reduce embodied carbon by way of reducing transportation. This pozzolan contains no crystalline silica, heavy metals, or known carcinogens, making it a non-toxic material. Independent testing of the product shows it at 56kg 2e in comparison to the average GWP for portland cement of 1,040 kg CO2e, resulting in 95% less impact.
The new headquarters aligns with the state’s goals to mitigate the climate crisis with an effort by state government to lead by example and identify opportunities for savings and ways to make government operations more sustainable.
The concrete sector is continually seeking new sources of SCMs to help make durable, sustainable, and cutting-edge designs, such as the DEEP headquarters. As a result, the industry is exploring new innovations and old technologies made new again. In this article, we will dig deeper into the history, composition, and benefits of SCMs such as ground-glass pozzolans, natural pozzolans, and limestone calcined clay cement. We will also discuss the benefits of biochar concrete and explore technologies that expand the supply of fly ash. In the process, we will provide greater context for how innovation of a 5,000-year-old technology can help achieve green building goals for architects.
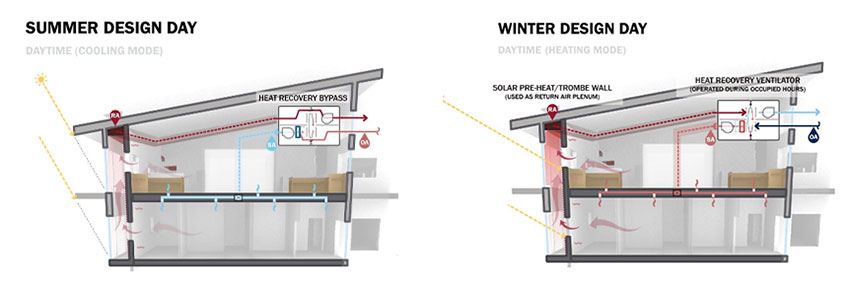
Images courtesy of Atelier Ten (diagrams) and TLB Architecture, LLC
The designers for the DEEP project designed a thermal mass wall utilizing concrete made with post-consumer ground-glass pozzolan cement to optimize the site’s solar orientation all year round. The Trombe wall provides passive heating and cooling and improves natural ventilation.
THE WORLD OF POZZOLANS
Pozzolans are materials used as a partial replacement for cement in concrete mixtures to improve its properties, such as strength, durability, and workability. The use of pozzolans in concrete dates to ancient times when volcanic ash was used as a binder in construction.
Modern pozzolans are typically made from natural or industrial waste materials, such as fly ash, silica fume, ground-glass, and calcined clay. They are commonly used in concrete mixtures as a replacement for a portion of the cement content, typically 10-50% by weight. The exact amount used depends on the specific properties of the pozzolan and the desired properties of the concrete mix. Pozzolans are finely ground and added to the concrete mix, where they react with the calcium hydroxide in the cement to form additional cementitious compounds, such as calcium silicate hydrate (C-S-H) and calcium aluminate hydrate (C-A-H). The additional compounds help to fill the gaps between cement particles, resulting in a denser and more durable concrete.

Photo courtesy of spiritofamerica/Adobe Stock
Via 57 West in New York City: This ultra-modern, innovative residential complex was built using structural concrete block, cast-in-place concrete flooring, and precast concrete stairs made with ground-glass pozzolan to help meet sustainability goals.
The use of pozzolans in concrete is a sustainable practice because it reduces the amount of required cement, which is a significant contributor to greenhouse gas emissions during its production. Pozzolans also have other benefits, such as reducing the heat of hydration during the curing process, which can reduce the risk of cracking, and improving the workability of the concrete mixture, making it easier to pour and place. Still, pozzolans vary in how they mix and react with cement, and, ultimately, how they impact the concrete’s durability and carbon footprint reduction. It’s important to have a basic understanding of how these pozzolans work so that they can be highly optimized for an effectively healthy and sustainable built environment.
Ground-Glass Pozzolan
Ground glass pozzolan (GGP) is a pozzolanic material that is made by grinding glass into a fine powder. The glass used in GGP is typically waste glass, such as recycled bottles or window glass, and is generally cleaned and processed to remove any contaminants.
The use of pozzolanic materials, such as volcanic ash, dates to ancient Roman times when the ash was mixed with lime to create a type of concrete that could harden underwater. Researchers began to study GGP potential as a cement replacement in the early 1960s. One of the earliest documented uses of ground-glass pozzolan in modern concrete was in a study conducted by the U.S. Army Corps of Engineers in 1963.
Since those early studies, research on GGP in concrete has continued to grow, with numerous studies conducted to evaluate its effects on concrete properties. These days, the use of GGP in concrete is gaining popularity, with several companies producing it as a commercial product for construction projects. Over the past 10 years, high-performance GGP has been utilized in a range of high-profile applications such as the United Nations Plaza pavers, sidewalks, and subway stations in New York City, the Google Headquarters in Mountain View, Calif., and in the nation’s first high-rise use of GGP.
Standards and GGP Characteristics
GGPs are made from 100% glass, which is readily available, and harvesting it doesn’t require total purity: High-performance ground-glass pozzolans can use post-consumer glass—ground up and milled for use in concrete—regardless of color and even when mixed with ceramic materials. In addition, the production of GGP requires less energy and emits fewer greenhouse gases compared to the production of cement and other pozzolanic materials.
A high-performance GGP concrete has greater resistance to sulfate attack than some other types of concrete. Sulfate attack tends to be a problem in coastal areas and in waters containing sulfur compounds. It can also have extreme resistance to chloride penetration that results from the application of road salts to melt ice and snow, and it reduces moisture penetration which, as discussed earlier, significantly suppresses the negative effects of freeze-thaw cycles. These attributes make it particularly suited for transportation infrastructure.
Nevertheless, GGP must be manufactured with particular specifications in mind. The interest in GGPs and a need for industry standards has led to the emergence of ASTM C1866, which went into effect in March 2020. The standard references two chemistries of glass: Type GS and Type GE. Type GS includes container and plate glass while Type GE, known as VCAS, is E Glass powder derived from fiberglass reinforcements.
According to ASTM C1866, glass pozzolans must be powder finer than 95% passing 325 mesh (44 microns). The glass powder pozzolans have a d50 particle size of 10-15 microns and a Blaine fineness of 4000 or finer. The primary difference between the two glass chemistries is alkali content. Container and plate glass Type GS have 13% Na2O, and Type GE has less than 1%. In practice, Type GE will mitigate alkali-silica reaction (ASR), while Type GS is more suited for indoor locations and non-reactive aggregates.
The standard provides information on chemical and physical specifications, which are important for GGPs in particular. One example is the need to keep below 0.5% the total non-glass residue (NGR), such as paper, plastic, metal, and liquid and organic content. A higher level of NGR results in loss of ignition (LOI), which impacts the air content of fresh cement.
Whereas LOI in fly ash and some other types of SCMs comes from unburned carbon and actually lowers the air content, with glass more LOI leads to more trapped air. Trapped air in this case can increase the porosity of the concrete and reduce its strength and durability. It can also lead to the formation of undesirable compounds that further degrade the concrete’s properties, or even affect the manufacturing process in other ways. The new standard helps clarify many properties needed for GGPs to be effective. NGR levels, which can be reduced in the manufacturing process, as well as physical specifications such as fineness, are two important specifications.
The Future of GGPs and Carbon Reduction
The demand for ground-glass pozzolan continues to rise in response to several conditions. The most common pozzolan used in the concrete industry is fly ash—the byproduct of coal-burning power plants. But recent environmental regulations placed on coal-fired plants and the emergence of new, more cost-effective alternative energy sources are leading to the shutdown of plants. At the same time, glass manufacturing is going up, especially in packaging. Yet because the economy for glass recovery is so poor, glass waste is going into the landfill at a higher rate than it is being recycled.
Currently, 31% of glass produced in the U.S. is recycled, while 62% is often trucked long distances just to be landfilled. From an environmental point of view, the loss of so much glass to the landfill illustrates a negative impact. But for the concrete industry, it provides an opportunity to help solve a waste problem and tap into a cheap, available material supply. Working with a material that reduces the carbon footprint of concrete has also inspired high-performance GGP manufacturers to dial in their processing even more by creating tightly controlled closed-loop circuits that yield highly durable products.
Some high-performance GGPs can reduce the CO2 of the replaced cement in concrete at an almost ton-for-ton basis. They can be used in gray or white cement to help reduce the “heat island” effect in urban areas, and minimize energy and lighting costs. The U.S. Environmental Protection Agency, U.S. Green Building Council, and Northeast Recycling Council are just a few agencies and organizations that honor high-performance ground-glass pozzolan for its environmental benefits.
Natural Pozzolans
The use of natural pozzolans in construction dates to ancient times. The Romans used volcanic ash from Pozzuoli, Italy, to create hydraulic cement that was used in some of their most famous structures. The fact that some of those structures—like the Pantheon and the Colosseum—still exist 2,000 years later, is a testament to the material. The Pantheon, for instance, is still the largest unreinforced concrete dome on earth. The Aqueducts of Ancient Rome have been standing for even longer, surviving earthquakes. Roman concrete was made up of one part lime, three parts pozzolana, and aggregates.
The use of natural pozzolans continued throughout the Middle Ages and into the Renaissance. During the 18th and 19th centuries, the use of natural pozzolans declined as the demand for portland cement increased. But in the 20th century, interest in pozzolanic materials was renewed as researchers and engineers sought ways to improve the performance of concrete.

Photo courtesy of Kokhan O/Adobe Stock
The Romans built the Pantheon—which is still the largest unreinforced concrete dome on earth—with hydraulic cement made from natural pozzolans.
The first modern renaissance for natural pozzolans took place between 1900 and the 1970s when natural pozzolans were used for projects such as the Hoover Dam and Glen Canyon Dam. In fact, the Army Corps of Engineers have many projects launched during that time period throughout the West—and most of them are still standing today. In the 1970s, the concrete industry started using fly ash—a byproduct of power plants—which took the place of natural pozzolans because it was readily available and essentially free. However, as noted earlier, economic and environmental pressures have led to the shutting down of power plants. That is what has led to another renaissance for natural pozzolans, which are now being used in concrete for roads, infrastructure, wind turbine foundations, oil well cementing, homes, sidewalks, and other applications.
Characteristics of Natural Pozzolans
There are two classifications of natural pozzolan. The first are made from ejected volcanic materials such as ash, pumicite, or from diatomaceous earth consisting of the fossilized remains of diatoms, a type of hard-shelled microalgae. They have a natural silica content and can improve workability, strength, and durability of concrete or help reduce water content of cement mixes.
The second is calcined clay, a type of clay that has been heated to high temperatures to bring it back to its raw state. The high temperatures drive off organic matter and increase its pozzolanic properties. Calcined clay can be used as a natural pozzolan to improve the strength and durability of concrete mixes.
Natural pozzolans help reduce the carbon footprint of concrete products in a few ways. Raw pozzolan typically doesn’t require any heating and calcined clays are heated to less than 50% of the heat required to produce portland cement, and so they require less energy in production. Unlike limestone when it is heated for portland cement, natural pozzolans do not emit carbon dioxide during the chemical conversion process. When it is all calculated, there is an almost pound for pound reduction of carbon dioxide with raw natural pozzolans (90-93%) and 65-70% with calcined clays.
In terms of how they affect concrete, natural pozzolans can reduce permeability when used at about 25% replacement in cement. They also reduce alkali-silica reaction (ASR) and sulfate attack, which can otherwise lead to expansion, cracking, strength loss, and disintegration of the concrete. Natural pozzolans can significantly reduce or nearly eliminate efflorescence—the migration of salt to the surface—when used between 20-25% replacement rate. By incorporating natural pozzolans into concrete, you can reduce heat of hydration, which is especially important in mass concrete projects and one of the reasons natural pozzolans were used for dams in the 1970s. Finally, natural pozzolans can indirectly contribute to the curing of concrete by enhancing the strength development and improving the microstructure of the material.
Natural pozzolans are not a drop-in replacement for fly ash. They have a higher water demand than fly ash. Natural pozzolan does not heighten workability for cement, and, in fact, in can sometimes reduce it, which is why the mix has to be adjusted, usually with more water or water reducer. However, in the case of natural pozzolans—unlike some other SCMs—more water (to a point) can lead to concrete with greater compressive strength and surface resistance.
The Future of Natural Pozzolans
Currently, cement standards are based on mixes that require water reduction. New tests show that there is a window in which increased water w/cm provides optimal concrete performance and even reach higher surface resistivity levels than fly ash mixes. The prescriptive specification for water to cementitious limits does not predict the strength, permeability or resistivity with accuracy for natural pozzolans since these limits were not developed for natural pozzolan materials. The future of natural pozzolans will likely include more testing and the development of more applicable standards.
There are also a lot of questions that need to be explored about the characteristics of natural pozzolans. While chemistry, shape, and fineness are often discussed, there is still a need to understand the role of porosity. One lab experiment showed that the total porosity of natural pozzolans is higher than fly ash, which might mean there is more potential for both pozzolans to absorb batch water. If this is the case, it will be helpful for manufacturers utilizing natural pozzolans to know how quickly and how much, to understand better how batch water is contributing to strength rather than reducing it. In other words: Is there a new water-to-cementitious ratio that can be developed in order to fully realize a repeatable, economical, sustainable, and finishable concrete product using natural pozzolans?
Limestone Calcined Clay Cement
Limestone Calcined Clay Cement (LC3) is a type of cement made by blending limestone, calcined clay, and gypsum. It’s a low-carbon alternative to Ordinary Portland Cement (OPC).
The production process of LC3 involves heating a blend of limestone and clay in a rotary kiln at high temperatures, which causes chemical reactions to take place, resulting in a material known as "calcined clay." This material is then ground into a fine powder and blended with other materials, including limestone and gypsum, to produce LC3 cement.
LC3 has several benefits over OPC, including a lower carbon footprint due to the lower energy requirements during production, improved durability and strength, and a reduced need for clinker, which is a key component of OPC that is responsible for a significant portion of its carbon emissions. It can be produced using locally available materials, which can help reduce transportation costs and support local economies.
History of LC3
The development of LC3 began in the late 1990s when a team of researchers, led by materials scientist Karen Scrivener, began investigating the use of calcined clay as an SCM at the École Polytechnique Fédérale de Lausanne (EPFL) in Switzerland.
In the early 2000s, the EPFL team collaborated with researchers from the Indian Institute of Technology (IIT) Delhi to study the use of calcined clay and limestone in cement production. The resulting blend of limestone and calcined clay was found to have properties comparable to traditional Portland cement but with significantly lower carbon emissions.
Since then, LC3 has been the subject of extensive research and development, with numerous studies conducted to investigate its properties, durability, and environmental impact. In 2016, the Global Alliance for Buildings and Construction (GABC) recognized LC3 as a key innovation for sustainable construction, and the material has since been adopted in several construction projects around the world.
Composition of LC3
The synergetic reaction of limestone with calcined clay in LC3 is a complex chemical process. The result is the formation of new compounds and structures that contribute to the material's properties and performance. Calcined clay contains reactive aluminosilicates, which can react with the calcium carbonate in limestone in the presence of water and cementitious compounds (such as portland cement or clinker) to form calcium aluminosilicate hydrate (C-A-S-H) gel. This gel is a key component of the strength and durability of cementitious materials and contributes to their ability to resist deformation, cracking, and other forms of damage.
The presence of limestone in the mix lowers the amount of clinker, which reduces the carbon footprint of the material. The formation of C-A-S-H gel also results in the consumption of some of the calcium hydroxide produced during the hydration process, further reducing the amount of clinker needed to achieve strength and contribute to durability and sustainability.
LC3 has significantly lower carbon emissions compared to traditional Portland cement, with potential reductions of up to 40-50%. It has comparable or even superior strength and durability compared to Portland cement, making it a viable replacement for conventional cement in many applications. As discussed, it contains a lower amount of clinker, which is the key contributor to carbon emissions in portland cement production. It has been found to improve the workability of concrete, making it easier to place and finish. And, finally, the production of LC3 requires lower temperatures compared to portland cement, resulting in lower energy consumption and reduced emissions from fuel combustion.
Future of LC3
One of the key discussions around LC3 compared to other SCM mixes, is that its two main components—limestone and calcined clay—are widely available for the foreseeable future. Calcined clay can be obtained through a variety of natural clay sources, some of which is in current stockpiles of waste. Limestone is, likewise, a naturally abundant material. Fly ash and slag is available now, but the shutdown of coal fired electric power plants and steel blast furnaces respectively, means that the supply of those materials is dwindling.
Another area where LC3 has an advantage is in testing. It has been widely tested and demonstrated compared to some other SCMs and technologies, and has seen favorable results in demonstration projects. Its use is being encouraged by organizations such as the United Nations Development Programme (UNDP) and the International Energy Agency (IEA).
BIOCHAR CONCRETE
Biochar is a type of charcoal produced from organic matter. It’s created by heating organic material, such as wood chips or agricultural waste, in an oxygen-deprived environment through a process called pyrolysis. Biochar is often used in agriculture as a soil additive to improve its quality and fertility because the porous structure of biochar can increase soil water retention and nutrient availability, leading to better plant growth. It can also be made from agricultural and forestry waste materials that would otherwise be burned or left to decompose, contributing to greenhouse gas emissions and air pollution. Converting waste into biochar makes that waste useful while also reducing their environmental impact. In addition, the process of pyrolysis used to make biochar produces bio-oil and syngas, and those can be used as renewable sources of energy.

Photo courtesy of John Mead, Solid Carbon
Biochar is a type of charcoal produced from organic matter that can improve concrete’s mechanical and thermal properties while also reducing the carbon footpring of building projects.
When added to concrete, biochar can improve concrete’s mechanical and thermal properties. It can increase the strength and durability of concrete by reducing cracking and enhancing its resistance to freeze-thaw cycles. The porous nature of biochar allows it to absorb moisture, which can reduce the weight of the concrete and improve its insulating properties.
Incorporating biochar into concrete has strong environmental benefits. It is a carbon-negative material, meaning that it removes carbon dioxide from the atmosphere when it is produced. By using biochar in concrete, it is possible to greatly reduce the carbon footprint of construction projects and contribute to climate change mitigation efforts.
Biochar concrete represents an innovative approach to sustainable construction that combines the benefits of traditional concrete with the advantages of biochar.
History of Biochar Innovations
Several pioneering milestones have helped support biochar’s use in concrete. From 2012 to 2016, research and experiments were able to showcase its effects as a filler and improve on its mechanical properties. A 2012 study found that a dosage of 5% by weight of cement of hardwood biochar improved the compressive strength of concrete by between 10% and 12%.
In 2014, the Ithaka Institute in Sion, Switzerland, where biochar is studied, was host to several onsite demonstration projects utilizing a wall plaster containing biochar. In 2015, bamboo biochar produced at 850 degrees Celsius and a heating rate of 60 degrees C per minute for an hour was able to improve the compressive strength of biochar-cement pastes by 40-50%, toughness by 103%, and flexural strength by 66%. In 2016, research found that adding biochar up to 1 wt% increased the fracture energy of cement-based composites by 61%.
Starting in 2017, more research was done on how biochar affects the microstructure of mortar, water permeability, mechanical strength, and carbon sequestration. In 2018, research was extended to gain a better understanding of how biochar contributes to mortar/concrete, including biochar’s pore size and shrinkage, and looking at “reservoir” effect, which involves using pre-soaked biochar.
Biochar Concrete Composition
The composition of biochar concrete typically includes portland cement, aggregates, water, and biochar. Portland cement serves as the binding agent that holds the concrete together, while the coarse and fine particles of aggregates—such as sand, gravel, crushed stone, recycled concrete—make up the bulk of the concrete. Water is used to mix the cement and aggregates together, forming a paste that hardens and binds the components. Biochar is added to the concrete mix to achieve all these additional benefits such as improved strength, reduced weight, and increased resistance to moisture and temperature changes. Biochar can also enhance the concrete's ability to absorb and retain water, which can be beneficial for plant growth in green infrastructure applications. The proportions of these components may vary depending on the specific application and desired properties of the biochar concrete.
The Future or Biochar
Accelerated carbonation curing is a process in which carbon dioxide is introduced to a material to accelerate its curing or hardening. Experimentation with accelerated carbonation curing techniques for cement dates back to the early 20th century, and in the decades that followed, it became a widely used technique. In the 1960s and 1970s, research focused on optimizing the process to improve the strength and durability of concrete. Researchers developed a range of techniques for controlling the curing environment, including using curing chambers, greenhouses, and carbon dioxide injection systems.
One of the key benefits of carbonation curing is its ability to significantly reduce the time required for concrete to reach its full strength. This has made it a popular technique in construction projects where time is a critical factor. For example, carbonation curing has been used in the construction of high-rise buildings, bridges, and other large-scale infrastructure projects.
More recently, researchers have focused on the potential environmental benefits of carbonation curing. The process can help to reduce the carbon footprint of concrete production by sequestering 2 in the material. Some researchers have even proposed using carbonation curing as a means of carbon capture and storage, where CO2 from industrial processes is captured and injected into cement-based materials for permanent storage.
Using biochar is yet another strategy for accelerated carbonation curing. When biochar is added to the mix, it provides a large surface area for carbon dioxide to react with. The reaction leads to the formation of calcium carbonate, which is the same material that is formed during the natural carbonation of concrete. As discussed earlier, adding biochar to concrete sequesters carbon and increases porosity, reduces cracking, and improves its durability. It is still on the cutting edge: To date there are only about 15 articles about biochar for accelerated carbonation curing and the research lacks a unified framework to compare one set of results over a long period of time.
To make it more commercially viable, a material standard needs to be developed to ensure uniformity in biochar quality and safety of concrete components, such as providing acceptable levels of heavy metals and toxic substances. There will also need to be more work put into biochar applications and products that compete with current products, which might entail developing cheaper biochar blends. And, in general, biochar needs more test-bedding projects to play out rigorous, transparent, and replicable testing of biochar theories. It is a young technology, but offers a promising area of research that has the potential to improve the sustainability and efficiency of concrete production.

Photo courtesy of Greg Balfour Evans/Alamy Stock
102 Rivonia in Johannesburg, South Africa, used fly ash in the concrete to reduce the overall cement use of the project by 30 percent, which heavily contributed to the project having a lower carbon footprint.
INNOVATIVE WAYS TO EXPAND THE SUPPLY OF FLY ASH
Fly ash is the most plentiful of all SCMs and is roughly half the cost of portland cement. However, because of increased emissions regulations on coal-fired power plants, not nearly as much high-quality fly ash is produced as in the past. In addition, with a move towards renewables and natural gas, coal-fired power plants are closing with many cost-effective supplies diminishing.
While coal power generation started in the early 1900s in the U.S., the use of fly ash in concrete only started to reach significant volume in the late 1900s, and it is estimated that about 1.5 billion tons of coal ash has been placed in landfills, of which some is fly ash. This is where innovation comes in. Several companies, understanding a likely increased demand for fly ash in concrete, began to recover fly ash from landfills and treat it using a process called beneficiation.
Beneficiation simply means taking coal ash from landfills and processing it to meet the necessary standards for beneficial use. For fly ash, that typically means reducing the amount of unburned carbon in the ash. Carbon tends to have an absorptive quality which inhibits air-entraining and water-reducing admixtures. There are also other chemicals such as ammonia in some coal ash deposits which must be reduced before use in concrete.
Several companies have developed processes for harvesting ash from landfills and reducing the unburned carbon and ammonia, calcium, sulfur, and other impurities. The simplest process is to burn off the excess carbon. Still other methods use chemical treatment to mitigate the effects of carbon and ammonia, and one company uses low-frequency sound to reduce particle size and make it more uniform, a desired characteristic of fly ash.
According to the article “Digging Through the Past: Harvesting Legacy Ash Deposits to Meet Future Demand,” authored by Rafik Minkara and published in Issue 1 2019 of Ash at Work magazine, Minkara concludes: “While the variety of technologies now exist to beneficiate land-filled and ponded ash, the cost and complexity of doing so can be challenging.” He goes on to say, “Beneficiation processes can be as simple as using off-the-shelf equipment or as involved as developing customized solutions with high capex requirements.” In the end, it will depend on demand for fly ash. As low-cost supplies diminish over time, the demand is likely to be filled by harvesting and beneficiating the vast supply of coal ash in landfills.
CARBON UPTAKE IN CONCRETE
Like most manmade materials, concrete is considered a CO2 emitter, mainly due to the cement manufacturing process. But what if you could reverse that process and capture or sequester CO2 in concrete through natural processes or carbon capture technologies?
Carbonation is a naturally occurring process by which CO2 penetrates the surface of hardened concrete and chemically reacts with cement hydration products to form carbonates. For in-service concrete, carbonation is a slow process with many dependent variables. The rate decreases over time. This is because carbonation decreases permeability and carbonation occurs from the surface inward, creating a tighter matrix at the surface making it more difficult for CO2 to diffuse further into the concrete. While slow, the carbonation process does result in an uptake of some of the CO2 emitted from cement manufacturing, a chemical process called calcination.
Theoretically, given enough time and ideal conditions, all of the CO2 emitted from calcination could be sequestered via carbonation. However, real world conditions are usually far from ideal.
The rate of CO2 uptake depends on exposure to air, surface orientation, surface-to-volume ratio, binder constituents, surface treatment, porosity, strength, humidity, temperature, and ambient CO2 concentration. Predicting how much CO2 is absorbed by in situ concrete is difficult. What is known is that rates of CO2 uptake are greatest when the surface-to-volume ratio is high, such as when concrete has been crushed and exposed to air.
In one of the most comprehensive studies, Xi, et al, published a summary of their research in the article “Substantial Global Carbon Uptake by Cement Carbonation,” in the journal Nature Geoscience in November 2016. The research quantifies the natural reversal of the calcination process—carbonation. Using analytical modeling of carbonation chemistry, they were able to estimate the regional and global CO2 uptake between 1930 and 2013. They estimate that the cumulative amount of 2 sequestered in concrete is 4.5 Gt in that period. This offsets 43% of the CO2 emissions from production of cement caused by the calcination process. They conclude that carbonation of cement products represents a substantial carbon sink.
Two areas of research and commercialization offer considerable enhancements to this CO2 uptake process. The most basic approach is enhanced carbonation at end-of-life and second-life conditions of concrete. This might not be considered innovative, since it would simply mean changing the way demolished concrete is collected and treated before re-use. If conditions are right, and particle size is small, crushed concrete can potentially absorb significant amounts of CO2 over a small period, such as one year or two, thus leaving crushed concrete exposed to air before re-use would be beneficial.
Other commercially viable technologies accelerate carbonation. This is accomplished either by injecting CO2 into concrete, curing concrete in CO2, or creating artificial limestone aggregates using CO2.
One company uses CO2 captured from industrial emissions, which is then purified, liquefied, and delivered to partner concrete plants in pressurized tanks. It is then injected into the concrete while the concrete is being mixed, which converts the CO2 into a solid-state mineral within the concrete. The minerals formed enhance compressive strength.
The process reduces CO2 emissions in two ways: through direct sequestration of CO2 injected into the concrete mixture and by reducing cement demand since it requires less cement to produce concrete at a specified strength.
The economic viability of this type of concrete also makes it a particularly attractive innovation. The cost of the equipment and licensing is offset by the reduction in cement. The company has installed its technology in over 650 systems operating at plants around the world, which have in turn supplied over 8 million cubic yards of concrete. This product is sufficiently available to be used now and has already been used significantly in numerous projects.
CONCLUSION
As the global population grows, the demand for concrete is only going to increase. Innovations in the concrete industry can help meet the growing demand for concrete, reduce its environmental impact, improve its performance, and expand its range of applications.
In this course we discussed some of the latest innovations in cement, such as utilizing ground-glass pozzolans, natural pozzolans, and calcined clay. We have described how biochar can effectively enhance cement while also sequestering carbon and explained how harvesting “legacy” fly ash can be one part of the solution. As standards and needs evolve, innovation is always key to staying ahead of the curve. Concrete innovation is part of the conversation when it comes to sustainable practices, and in cases like Remy Wines and DEEP, lead to cutting edge projects that serve as models for change.
Erika Fredrickson, is a writer/editor focusing on technology, environment, and history. She frequently contributes to continuing education courses and publications through Confluence Communications.