No Impact on Cost or Performance
The use of both OPC and PLC has been researched, developed, and documented by industry-wide trade associations for both buildings and highways. The result of that work has been the development of standard specifications and testing requirements for different types of concrete. The PCA points out that “To ensure a level of consistency between cement-producing plants, certain chemical…limits are defined by a variety of standards and specifications. For instance, Portland cements and blended hydraulic cements for concrete in the U.S. conform to the American Society for Testing and Materials (ASTM) C150 (Standard Specification for Portland Cement), C595 (Standard Specification for Blended Hydraulic Cement) or C1157 (Performance Specification for Hydraulic Cements).”
The referenced ASTM C150 describes the five standard types of Portland cement including:
Type I Normal
Type II Moderate Sulfate Resistance
Type II (MH) Moderate Heat of Hydration (and Moderate Sulfate Resistance)
Type III High Early Strength
Type IV Low Heat Hydration
Type V High Sulfate Resistance
Specifying one of these particular types of Portland cements to be used in the concrete for a building means specifying the corresponding mix of ingredients to achieve the designated characteristics of each type.
Moving to blended hydraulic cements, (i.e., those that introduce other ingredients beyond the ones in pure Portland cement) those specifications are covered in a different standard—ASTM C595 “Standard Specification for Blended Hydraulic Cements.” This is intended for use on all applications including buildings, stating “This specification pertains to blended hydraulic cements for both general and special applications, using slag or pozzolan, or both, with Portland cement or Portland cement clinker or slag with lime.” In this case, the standard defines four additional types of cement based on the nature of the blended ingredients:
Type IL Portland-Limestone Cement
Type IS Portland-Slag Cement
Type IP Portland-Pozzolan Cement
Type IT Ternary Blended Cement
The Type IL Portland-limestone cement specification prescribes ingredients and proportions with some performance requirements. An alternative is to use the performance-based specification ASTM C 1157/C 1157M which is a blended cement specification where performance criteria alone govern the products and their acceptance.
For site work and paving concrete, the American Association of State Highway and Transportation Officials (AASHTO) has addressed the use of PLC in its standard AASHTO M 240, “Standard Specification for Blended Hydraulic Cement” (updated in 2021). It states that “This specification pertains to blended hydraulic cements for both general and special applications, using slag, pozzolan, limestone, or some combination thereof, with Portland cement or Portland cement clinker or slag with lime.”

Photo courtesy of Holcim
Type IL Portland-limestone cement can be specified in highway and bridge construction as well as in buildings to reduce embodied carbon.
All of these specifications prescribe the nature of the ingredients and refer to standard test methods to assure that the testing is performed in the same manner. That means that all of the performance criteria for the fundamental strength and durability of the cement, whether OPC, PLC, or other blended cements, are still assured to be achieved. For the designer and specifier, that means that there is no difference in the performance of Type I OLC compared to Type IL PLC.
It is also worth noting that increasing the amount of limestone in PLC is offset by reducing the cost of other ingredients in OPC. Additionally, the general process for creating PLC is essentially the same as the process for OPC. Therefore, cement manufacturers report that there is virtually no cost difference in concrete that uses Portland-limestone cement compared to comparable concrete mixes using ordinary Portland cement.
Supplementary Cementitious Materials (SCMs)
Other types of blended cements are covered in the standards beyond PLC. However, while PLC simply increases one ingredient (limestone), the other types of blended cements are based on different ingredients being added. Those other ingredients are referred to as supplementary cementitious materials (SCMs) and include tested materials with known characteristics such as slag cement, fly ash, silica fume, pozzolans, or metakaolin. These SCM specifications allow for the reduction of Portland Cement clinker by substituting some of it with prescribed amounts of the appropriate SCM(s). When used properly, SCMs do not diminish concrete performance, rather, they are usually selected to improve performance in specific ways including:
- Enhanced strength
- Reduced permeability
- Resistance to alkali-silica reaction (ASR)
- Resistance to sulfate attack
- Resistance to thermal stress
Keep in mind that PLC is not an SCM, rather, it is a different type of blended cement. That means that SCMs can be used in either OPC or PLC to achieve the desired performance enhancements and embodied carbon reduction. For all the specifications of the different types of blended cements, the same amount of SCMs can be added to either OPC or PLC. Therefore, the combination of using PLC and SCMs together has the potential for the greatest possible reduction in embodied carbon since the combination reduces more clinker than either one does individually.
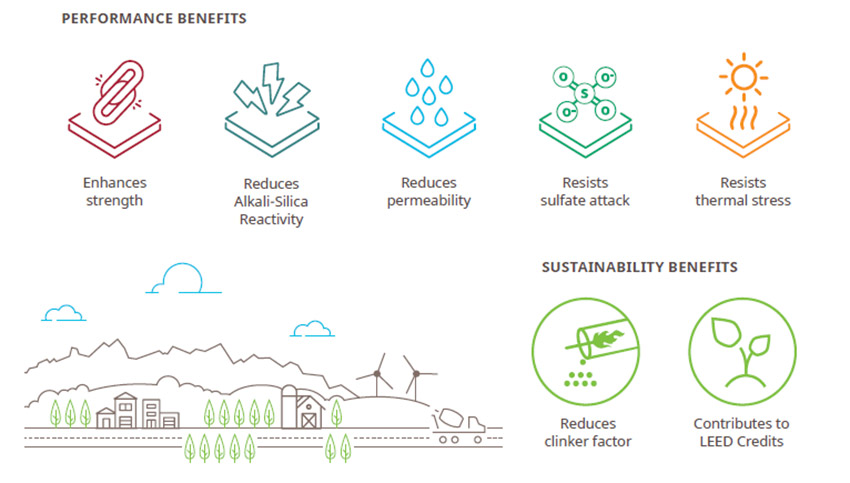
Photo courtesy of Holcim
Type IL cement combined with SCMs can produce enhanced capabilities in terms of performance and sustainability.
Concrete has been used widely in buildings for centuries. It is a remarkable material. When newly mixed, concrete is plastic and malleable. When cured and hardened, it is strong and durable. Its ubiquitous presence attests to its strength, versatility, durability, and utility as a primary construction material. However, the production and creation of concrete, primarily the cement used to make it, emits large amounts of CO2 into the atmosphere. This course looks at the use of Portland-limestone cement (PLC) as a proven alternative to ordinary Portland cement (OPC) in concrete. The addition of supplementary cementitious materials (SCMs) such as fly ash, slag, and natural pozzolans is also addressed. These strategies have been recognized as a way to significantly reduce the amount of CO2 embodied in the concrete.
The Evolution Of Concrete As A Building Material
In order to understand the nature of concrete and its significance in construction, it is important to understand both concrete's make up and history.
Fundamentally, concrete is a mixture of aggregates such as naturally derived stone, sand, or other materials that are held together using a hydrated paste made from cement and water. Cement is created from processed natural materials that react chemically with water in a process known as hydration. This chemical reaction with water transforms the fluid paste mixture (i.e., cement and water) into a solid material which develops strength over time. It also firmly binds the aggregates together into the rock-like mass we have come to know as concrete.
The specific materials used to make concrete and cement have varied over time and have informed our modern understanding of how to make better concrete today.
Pre-Roman Concrete
The earliest known use of rudimentary concrete dates back to about 6,500 B.C. in the Middle East—current-day southern Syria and northern Jordan. Nabataean Bedouins who controlled oases in this desert area were interested in creating places to store water. They found they could mix some local deposits of silica sand, limestone, and pozzolan together to create a rather waterproof enclosure. Pozzolan is a common sandy volcanic ash that exists in many areas around the world in different types and with different properties. These Bedouins used a very dry mix of materials with only a little water which they would tamp into place by hand, making it more gel-like with greater bonding.
The ancient Egyptians around 3,000 B.C. used lime-based mortars to hold stone and bricks together in the pyramids and other structures. By 600 B.C. the ancient Greeks discovered a natural pozzolan that formed cementitious compounds, called calcium silicate, when mixed with lime and water. Although they used it somewhat selectively for buildings, its properties were strong and durable. This mixture is found in structures that are still standing today.
Roman Concrete
The Romans were very prolific in their use of concrete and other cementitious products such as mortar (to hold large stones together) between 200 B.C. and 500 A.D. Their mix of materials typically used a drier, less plastic version than the Greeks which produced considerable strength and durability. For larger and grander structures, the Romans incorporated volcanic sand (a form of pozzolan) to react chemically with lime and water, causing cementitious hydration. This likely represented the first large-scale use of a truly hydraulic cementitious binding agent in a concrete mix and was a part of many Roman utilitarian structures like aqueducts, bridges, etc. It was also used for significant buildings, many of which are still standing today, such as some Roman baths, the Pantheon in Rome, and the Colosseum. The Pantheon is an example of cast-in-place concreting techniques, with the entire dome, made with pumice as a lightweight aggregate to lighten the weight of the structure, placed without a cold joint. The Romans also appear to be the first to experiment with what we term admixtures to enhance performance. The Roman versions included things such as animal fat, milk, and blood to adjust the physical properties of the concrete mixtures. Another sign of sophistication for the time shows up in the apparent ability of the Romans to manufacture two types of artificial pozzolan when natural pozzolan aggregate was not readily available.
Concrete Advances in the 19th Century
The Roman methods of using concrete and mortar were apparently so well developed that very little changed about its mixing and use until the early 1800s. In 1793, John Smeaton discovered a modern method producing hydraulic lime for cement by using limestone containing clay that was fired at high temperatures in a kiln, creating di-calcium silicate. The resulting stone-like product called “clinker” was then ground into powder. Soon after, in 1824, an Englishman named Joseph Aspdin took this a step further by using optimized proportions of finely ground chalk and clay in a high-temperature kiln, further improving strength performance. This created another version of clinker containing tricalcium silicate. He named this product “Portland cement” because it resembled the high-quality building stones found in Portland, England. This kiln-based method of producing cement meant a steady and consistent supply could be shipped to construction locations and mixed with other local ingredients to form concrete, an obvious benefit at the dawn of the industrial age.
Between 1835 and 1850, systematic tests to determine the compressive and tensile strength of cement were first performed, along with the first accurate chemical analyses. By 1860, Portland cements of modern composition were produced and manufactured to detailed standards important to the hydration process and the chemical characteristics of the hydraulic cement. These standards were based on heating a mixture of limestone and clay in a kiln to temperatures between 1,300 degrees Fahrenheit and 1,500 degrees Fahrenheit. In 1885, a horizontal, slightly tilted kiln that could rotate the cement ingredients and function more efficiently was developed. This rotary kiln provided better temperature control and did a better job of mixing materials, so much so that by 1890, rotary kilns dominated the market.

Photo courtesy of Holcim
Horizontal rotary kilns heat limestone mixed with clay or shale to temperatures between 1,300 degrees Fahrenheit and 1,500 degrees Fahrenheit to create the clinker for Portland cement.
These advancements are all significant, however, kilns operating at those high temperatures require a lot of energy. During the age of the Industrial Revolution in the 1800s and early 1900s, that meant using fossil fuels (coal, oil, or natural gas) since it was relatively cheap and available. Little attention was given to the environmental impacts of using those fuels or the recognition that each clinker produced accounted for a significant amount of carbon dioxide being emitted into the atmosphere.
In all cases, it is worth noting that CO2 is released at two points during cement production. Roughly 40 percent of the CO2 generated is from the burning of fossil fuels in the manufacturing process. Manufacturers have begun to address this by using alternative fuels such as waste fuels or renewable energy where possible which produces lower emissions. The remaining 60 percent of CO2 is from naturally occurring chemical reactions to change limestone or CaCO3 into CaO and CO2. Changing the makeup of the cement helps lower this as does the capture or sequestering of some of this CO2.
Current Concrete Industry
Concrete has become the most widely used construction material in the world. In addition to buildings, it is used for roads, bridges, underground piping, railways, and other types of structures. Given these diverse uses, it is not surprising that there are a lot of different ways to formulate a concrete mixture to suit different conditions. Professional engineers and others in the industry have come together to share their expertise in two significant organizations. The American Concrete Institute (ACI) has become the leading authority and resource for the development and distribution of not only consensus-based standards but also technical resources, education, training programs, and certification programs. The Portland Cement Association (PCA) was founded as a policy, research, education, and market intelligence organization serving U.S. cement manufacturers. The stated purpose of the PCA is to promote safety, sustainability, and innovation in all aspects of construction, foster continuous improvement in cement manufacturing and distribution, and generally promote economic growth and sound infrastructure investment. Today, PCA members represent a significant majority of U.S. cement production on capacity and have facilities in all 50 states.
Based on standards and programs developed by ACI and the PCA, as well as ASTM, different formulations of cement and concrete have been developed and classified. The most common formulation for the cement used in concrete for buildings and other structures is Type I Portland cement (sometimes called ordinary Portland cement or OPC). In a typical concrete mixture Type I OPC makes up about 7 to 15 percent of the total mix, aggregate makes up about 60 to 75 percent, and water is the remaining 15 to 20 percent. In many concrete mixes, intentionally entrained air may also take up another 5 to 8 percent.
Note that once the cement clinker is formed, it is ground and often blended with other approved compounds or elements. For example, gypsum (calcium sulfate) is commonly added to improve characteristics for strength gaining and setting, while processing additions and grinding aids are also allowed by the cement specifications.
Other standards exist for blended hydraulic cements of other types, which allows some variation in the amount of limestone or the addition of supplementary cementitious materials (SCMs). SCMs are utilized in the cement mix as a constituent of blended cement or in the final concrete mix as a separate component. The most common are slag cement (a by-product of iron manufacturing), Class C or F fly ash (a coal combustion by-product from power plants), silica fume (a by-product of manufacturing silicon metals), and natural pozzolans (e.g., calcined clay, calcined shale, pumice, perlite and metakaolin). These SCMs can reduce the amount of cement clinker needed and consume calcium hydroxide, a by-product of the cement hydration process, to enhance concrete durability.
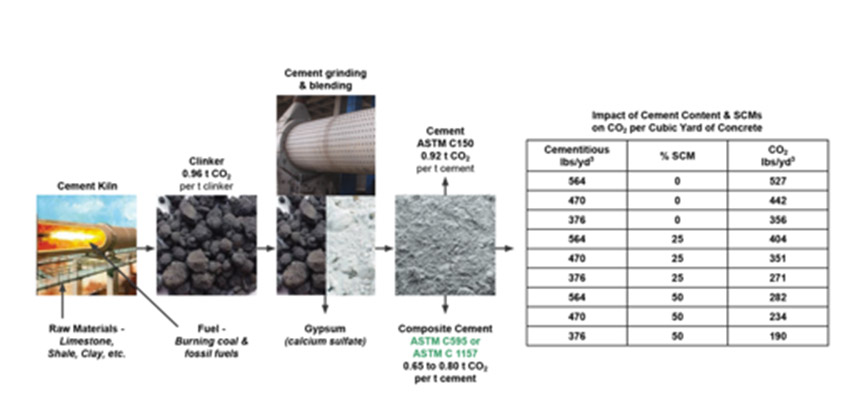
Photo courtesy of Holcim
The current process of making cement produces CO2 as an unwanted by-product which can be reduced by changes to the make-up of the cement.
Embodied Carbon In Concrete
The process of manufacturing cement produces CO2 emissions both from the burning of fossil fuels and the calcination of the limestone. When mixed with other ingredients to form concrete, the total mix can be looked at in terms of the amount of CO2 generated or “embodied” in the final finished concrete. The common definition of this embodied carbon is the total amount of CO2 that was emitted or generated during the creation, transportation, and installation of the concrete. In other words, it looks at the “carbon footprint” of the materials in the building that exists before the building is ever occupied and operating—i.e., before the lights, HVAC, and other energy consuming systems are ever turned on.
Architecture 2030 Initiatives
The not-for-profit organization Architecture 2030 was founded by AIA Gold Medal honoree Edward Mazria, FAIA. Since 2003, this independent organization has provided well-researched and documented information related to the impacts that the building and construction sector have had on energy consumption and the resulting greenhouse gas/CO2 emissions. The well-known Architecture 2030 Challenge, adopted by the American Institute of Architects (AIA) and many other organizations worldwide, calls for the operation of new and existing buildings to reach net-zero carbon emissions by the year 2030. They report that the architecture and construction community has responded, and, in fact, good progress has been made on reducing emissions from operations (i.e., more efficient, or reduced use of electricity and other energy sources when a building is occupied). (https://architecture2030.org/unprecedented-a-way-forward/) There is, of course, still more to be done.
Architecture 2030 has also researched embodied carbon in building materials. The organizations reports that on an annual basis, “the embodied carbon of building structure, substructure, and enclosures are responsible for 11 percent of global greenhouse gas (GHG) emissions and 28 percent of global building sector emissions. Eliminating these emissions is key to addressing climate change and meeting Paris Climate Agreement targets.” (https://architecture2030.org/2030_challenges/embodied/) This emphasizes the point that an important part of reducing or eliminating emissions is proper attention to embodied carbon in building products (i.e., not just building operations) since their double-digit contributions are currently quite significant. In fact, Architecture 2030 notes that it will typically take 30 years for the operation of a building to equal the emissions found in the embodied carbon of the construction of that building.
In light of the above, Architecture 2030 issued the 2030 Challenge for Embodied Carbon. This challenge asks the global architecture and building community to address the embodied carbon emissions from all buildings, infrastructure, and associated materials. The immediate target is a maximum global warming potential (GWP) of 40 percent below the industry average today. The GWP reduction shall be increased to:
- 45 percent or better in 2025
- 65 percent or better in 2030
- Zero GWP by 2040
Architecture 2030 has recently updated its call to action on this topic. The organization points out that following the latest energy codes and standards plus designing buildings to use all-electric and/or renewable energy is the best current strategy to produce zero-carbon building operations. It reinforces the fact that all design professionals “must also confront the embodied carbon of building construction and materials if we hope to phase out CO2 emissions by 2040.” Architecture 2030 goes on to point out specific tactics that can help architects, engineers, and planners to minimize the embodied carbon emissions from all new buildings, major renovations, infrastructure, and construction on its website https://architecture2030.org/.
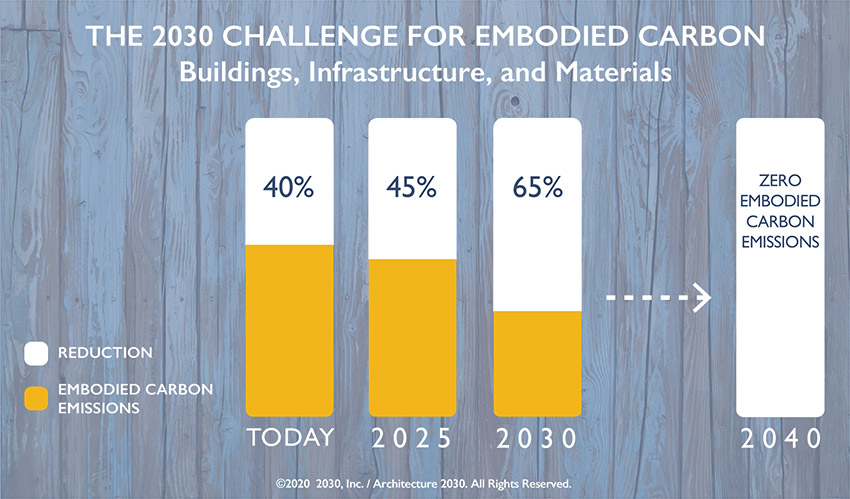
Photo courtesy of Holcim
The 2030 Challenge for embodied carbon calls for immediate action now and continued progress to net zero by the year 2040.
Assessing all of the building materials in a project toward this goal would be daunting at best. Therefore, addressing the products that can have the biggest immediate impact is the best approach. Those products include concrete, steel, and aluminum. Since Portland cement is the primary ingredient of concern in concrete and is responsible for the majority of concrete’s carbon emissions (i.e., approximately 95 percent of all CO2 associated with concrete), it clearly represents an immediate opportunity to act.
The place to look the most closely at is the clinker production, where most of the energy related emissions occur. On average, the “clinker factor” is about .90 to .92 ton of CO2 associated with the production of 1.0 ton of clinker in the U.S. Increasing kiln efficiency helps reduce CO2 slightly by using dry kilns instead of wet kilns, and many cement manufacturers are working in this direction. Emissions related to the chemical reaction during processing is unchanged by kiln efficiency, of course. Instead, the processing and chemical formulations of the cement and/or the proportion of ingredients in a concrete mixture need to be looked at to influence its carbon impact.
Portland-Limestone Cement: Reduce Carbon, Keep Performance
In the quest to help concrete continue to evolve and improve its ability to reduce carbon emissions, those in the cement industry have pursued industry acceptable alternatives to ordinary Portland cement. One of the most promising options that can be used immediately is to switch from OPC, classified as Type I cement, to Portland-limestone cement (PLC) classified as Type IL cement. PLC is a slightly modified version of Portland cement that has been an accepted alternative since the year 2012. The primary difference between blend of ingredients to create PLC is that it contains more ground limestone, thus reducing the amount of clinker required to be used in the cement. Ordinary Portland cement is limited by definition and standards to a maximum of 5 percent limestone in its makeup. By contrast, Portland-limestone cement is allowed to contain between 5 to 15 percent limestone.
Carbon Reduction Potential
Currently, approximately 100 million tons of cement are produced annually in the U.S. However only about 2 to 3 percent is specified and sold as PLC. Architects and other design professionals can help increase this percentage immediately by changing their concrete specifications and switching from Type I OPC to Type IL PLC. Switching helps to move the entire construction industry forward in terms of environmentally responsible action, since the embodied carbon of cement used in projects is directly reduced due to the higher percentage of limestone in the PLC. Industry wide, it is estimated that the switch to PLC could reduce energy consumption by 11.8 trillion Btus and carbon dioxide emissions by more than 2.5 million tons per year.
No Impact on Cost or Performance
The use of both OPC and PLC has been researched, developed, and documented by industry-wide trade associations for both buildings and highways. The result of that work has been the development of standard specifications and testing requirements for different types of concrete. The PCA points out that “To ensure a level of consistency between cement-producing plants, certain chemical…limits are defined by a variety of standards and specifications. For instance, Portland cements and blended hydraulic cements for concrete in the U.S. conform to the American Society for Testing and Materials (ASTM) C150 (Standard Specification for Portland Cement), C595 (Standard Specification for Blended Hydraulic Cement) or C1157 (Performance Specification for Hydraulic Cements).”
The referenced ASTM C150 describes the five standard types of Portland cement including:
Type I Normal
Type II Moderate Sulfate Resistance
Type II (MH) Moderate Heat of Hydration (and Moderate Sulfate Resistance)
Type III High Early Strength
Type IV Low Heat Hydration
Type V High Sulfate Resistance
Specifying one of these particular types of Portland cements to be used in the concrete for a building means specifying the corresponding mix of ingredients to achieve the designated characteristics of each type.
Moving to blended hydraulic cements, (i.e., those that introduce other ingredients beyond the ones in pure Portland cement) those specifications are covered in a different standard—ASTM C595 “Standard Specification for Blended Hydraulic Cements.” This is intended for use on all applications including buildings, stating “This specification pertains to blended hydraulic cements for both general and special applications, using slag or pozzolan, or both, with Portland cement or Portland cement clinker or slag with lime.” In this case, the standard defines four additional types of cement based on the nature of the blended ingredients:
Type IL Portland-Limestone Cement
Type IS Portland-Slag Cement
Type IP Portland-Pozzolan Cement
Type IT Ternary Blended Cement
The Type IL Portland-limestone cement specification prescribes ingredients and proportions with some performance requirements. An alternative is to use the performance-based specification ASTM C 1157/C 1157M which is a blended cement specification where performance criteria alone govern the products and their acceptance.
For site work and paving concrete, the American Association of State Highway and Transportation Officials (AASHTO) has addressed the use of PLC in its standard AASHTO M 240, “Standard Specification for Blended Hydraulic Cement” (updated in 2021). It states that “This specification pertains to blended hydraulic cements for both general and special applications, using slag, pozzolan, limestone, or some combination thereof, with Portland cement or Portland cement clinker or slag with lime.”
Photo courtesy of Holcim
Type IL Portland-limestone cement can be specified in highway and bridge construction as well as in buildings to reduce embodied carbon.
All of these specifications prescribe the nature of the ingredients and refer to standard test methods to assure that the testing is performed in the same manner. That means that all of the performance criteria for the fundamental strength and durability of the cement, whether OPC, PLC, or other blended cements, are still assured to be achieved. For the designer and specifier, that means that there is no difference in the performance of Type I OLC compared to Type IL PLC.
It is also worth noting that increasing the amount of limestone in PLC is offset by reducing the cost of other ingredients in OPC. Additionally, the general process for creating PLC is essentially the same as the process for OPC. Therefore, cement manufacturers report that there is virtually no cost difference in concrete that uses Portland-limestone cement compared to comparable concrete mixes using ordinary Portland cement.
Supplementary Cementitious Materials (SCMs)
Other types of blended cements are covered in the standards beyond PLC. However, while PLC simply increases one ingredient (limestone), the other types of blended cements are based on different ingredients being added. Those other ingredients are referred to as supplementary cementitious materials (SCMs) and include tested materials with known characteristics such as slag cement, fly ash, silica fume, pozzolans, or metakaolin. These SCM specifications allow for the reduction of Portland Cement clinker by substituting some of it with prescribed amounts of the appropriate SCM(s). When used properly, SCMs do not diminish concrete performance, rather, they are usually selected to improve performance in specific ways including:
- Enhanced strength
- Reduced permeability
- Resistance to alkali-silica reaction (ASR)
- Resistance to sulfate attack
- Resistance to thermal stress
Keep in mind that PLC is not an SCM, rather, it is a different type of blended cement. That means that SCMs can be used in either OPC or PLC to achieve the desired performance enhancements and embodied carbon reduction. For all the specifications of the different types of blended cements, the same amount of SCMs can be added to either OPC or PLC. Therefore, the combination of using PLC and SCMs together has the potential for the greatest possible reduction in embodied carbon since the combination reduces more clinker than either one does individually.
Photo courtesy of Holcim
Type IL cement combined with SCMs can produce enhanced capabilities in terms of performance and sustainability.
Green Building Considerations Of Portland Limestone Cement
The strategies of using PLC and SCMs to reduce the environmental impact of cement and concrete. For design professionals seeking to include that benefit in a project and demonstrate its effectiveness, there are three areas that can be considered.
- 2030 Challenge: The 2030 Challenge for Embodied Carbon is a good resource for information and assistance. The targeted CO2 reductions have been adopted and supported by a wide coalition of leading manufacturers, design firms, and experts. Collectively, this group is working toward increasing awareness about the issue of embodied carbon, developing life-cycle assessments (LCAs) and environmental product declarations (EPDs) for building products. For design professionals, it means this information can be used to make informed, low-carbon decisions. Among the growing list of adopters and supporters, concrete and cement manufacturers and suppliers are included. They can provide industry wide or company specific information on the embodied carbon content of their products.
- LEED Credit Contributions: For projects pursuing green building certification such as LEED, the selection of materials has always been important throughout the different versions of its history. Currently, it is the use of EPDs and LCAs that have become the key for assessing carbon content and other environmental factors of the materials and products used in a building. Designers can use the information in these documents to compare different concrete products (i.e., PLC versus OPC, and other Types with SCMs) and make decisions about the most suitable choices for their building. The information can also be used as part of the submitted documentation needed for LEED certification in two potential categories. Site concrete, such as that used for paving, sidewalks, curbs, ramps etc. can help in the Sustainable Sites category when concrete is specified with lower embodied carbon. Building concrete, such as that used in floor slabs, structural frames, foundations, etc. can help in the category of Materials and Resources. Either way, the key is to assess the amount of embodied carbon contained in the manufacture and delivery of PLC compared to OPC. That calculation then plays into the overall LCA criteria for the building.
- LEED Innovation in Design: In addition to the standard credit and point listing in LEED, there is the possibility of demonstrating greater sustainability by showing innovation. The use of Portland-limestone cement and SCMs in a project may be eligible for credit when the cement replacement factors can be demonstrated to be greater than 40 percent. Check the criteria for this credit related to the version of LEED that is being used for a project to ascertain the specific documentation and performance requirements.
Specifying Portland-Limestone Cement In Concrete
Making a difference on the amount of embodied carbon in any particular building project starts with design to determine and economize the amount of concrete used to make it efficient and avoid any excess use. The focus is then on the specifications of the concrete used in the different locations of the project. The first step is to specify Type IL Portland-limestone cement as a one-to-one substitute for Type I ordinary Portland cement. Note that PLC is not always locally available, so it is prudent to check with concrete suppliers in the area for two reasons. First, be sure that it can be supplied when specified. Second, if it turns out not to be available, to ask—why not? Architects and engineers can help drive the market in this case by demonstrating the demand for PLC and encourage cement suppliers to provide it. In essence, the more PLC is specified, the more it will become available.

Photo courtesy of LafargeHolcim
Specifying Type IL Portland-limestone cement into specific projects helps reduce the embodied carbon of those projects and helps advance the availability of Type IL (PLC) in specific markets.
In terms of specification writing, it is a fairly simple process to incorporate PLC since it is a direct replacement for Portland cement. In a typical CSI or AIA Masterspec specification, concrete is covered in Division 03 00 00 with detailed sections used for cast-in-place (03 30 00) or pre-cast concrete (03 40 00) as well as other types of concrete and related work. These are some of the things to incorporate in order to achieve concrete with a lower carbon footprint.
- The “Part 1 – General” section of the specification will still refer to ASTM standards for concrete but be sure to include reference to ASTM C595 for blended cements and not just ASTM C150 for Portland cement. The rest of the usual Part 1 conditions for scope, quality control, testing, etc. will still apply as customary.
- The “Part 2 – Products” section of the specification is where the primary change occurs. Instead of calling for Type I Portland cement (or Type II in some cases), specify Type IL Portland-limestone cement. If the concrete for the project requires special properties, such as sulfate resistance or controlling the heat of hydration, then a qualifier is added to the IL designation. For example, sulfate resistance would be specified as Type IL (MS) while moderate heat of hydration would be specified as IL (MH). Other options are available based on conventional concrete specification protocols, too.
Another option for reducing embodied carbon is to specify other ASTM 595 blended cements that use supplementary cementitious materials such as a Type IP (with fly ash or natural pozzolan) or Type IS with slag cement.
- “Part 3 – Execution” is largely unaffected by the use of PLC or SCMs. The concrete should be transported, tested, placed, and finished any other concrete. If there are any installation limitations, they are usually inherent in the nature of the blended cement or the concrete mix and are the same regardless of whether OPC or PLC is used. In case of any concerns, it is prudent to check with the local supplier or with industry wide organizations such as the PCA.
In addition to the process for general building specifications, the steps described above are also appropriate for DOT construction using AASHTO specifications for roadway, drives, and bridge construction. It is also appropriate for Federal Aviation Administration (FAA) specifications for airport construction including runways. Finally, these same strategies can be used in Canadian specifications for general-use cement.
Regardless of the application or specification basis being used, the overall goal is to reduce the amount of clinker needed which thus reduces the embodied carbon, but without compromising the structural or other performance characteristics of the concrete. Proper attention to the specification writing process for concrete can help this goal.
Conclusion
Concrete is versatile, durable, building material. While it has historically evolved in terms of make-up and embodied energy use, the current state of the industry is focused on improving performance while reducing environmental impact. Efforts like the 2030 Challenge for Embodied Carbon are helping to provide awareness and reliable information on processes and strategies to reduce embodied carbon. The growing use of Type IL Portland-limestone cement has emerged as a key strategy to achieve the goal of reducing carbon while maintaining performance. The use of environmental product declarations and life-cycle assessments on PLC based concrete can help contribute to green building design and certification. Coupled with SCMs, it is possible to design with and specify PLC concrete that performs fully as desired while reducing the embodied carbon content notably. By embracing these strategies, architects and engineers can not only make a difference in their own projects, they can also help drive the market for more widespread use of these proven alternatives.
Peter J. Arsenault, FAIA, NCARB, LEED-AP, is a nationally known architect, consultant, and a prolific continuing education author advancing embodied carbon reduction through better specifying. www.pjaarch.com , www.linkedin.com/in/pjaarch