This CE Center article is no longer eligible for receiving credits.

Image courtesy of Wilsonart
High pressure laminate (HPL) surfaces are widely used for interiors based on the breadth of design options and its inherent sustainability.
The green building movement has been fueled by a variety of factors. From the standpoint of the effect on the environment, the focus has been to use materials and products that minimize impacts or use harvesting and processing methods that are responsible and sustainable. According to the Food and Agriculture Organization of the United Nations, deforestation and forest degradation continue at alarming rates with multiple environmental impacts. Therefore, specifying wood-based materials that are sustainably grown and harvested as well as contain high percentages of post-consumer recycled content can directly address these forest problems. From a human health standpoint, the demand for healthy and sustainable indoor environments continues to be on the rise. According to THINKLAB, employee health and wellness has become a critical factor for business leadership to consider, particularly since the COVID-19 pandemic exposed many shortcomings in these areas. While many different building products can address this two-fold concern of environmental impacts and human health, this course looks closely at one widely used interior building product.
High pressure laminate (HPL) covers horizontal and vertical surfaces in many different types of commercial, institutional, and residential buildings. As part of a variety of other products, such as cabinetry, countertops, wall coverings, and furnishings, it can contribute directly to sustainable building design solutions. HPL products can be specified that meet accepted standards for minimizing or reducing environmental and health impacts. All of these can be documented to assist in green building certification programs, such as LEED, WELL, and others.
HPL Characteristics
HPL has a number of distinct design and performance characteristics that make it appealing not only for design, construction, and long-term use but also sustainability.
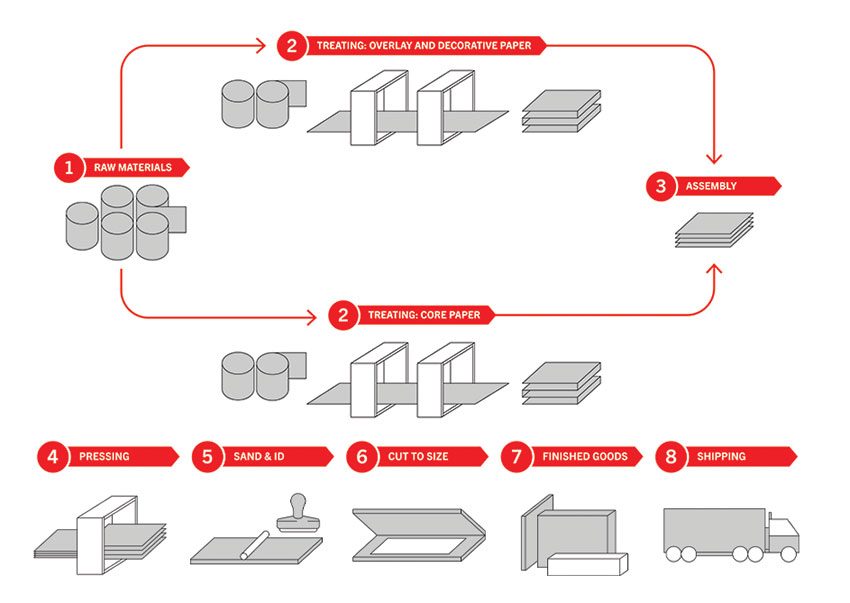
Image courtesy of Wilsonart
Sustainable HPL begins with raw materials being processed into decorative, overlay, and core papers that are assembled ready to create specific products. The fabrication process involves pressing, sanding, cutting, finishing, and shipping to final users.
HPL Manufacturing Process
The basic makeup and essence of HPL is found in its manufacturing process. This process is the basis for a life-cycle assessment (LCA) of the product and is summarized in the following cradle-to-gate steps:
- Raw materials: The laminate production process begins in the receiving area of the manufacturing plant. Decorative paper, kraft paper, overlay, and other raw materials are sourced from outside vendors according to the manufacturer’s specifications and requirements. Of particular note, this is where the manufacturer can control the amount of recycled content that is part of the papers that make up the HPL.
- Decorative overlay and core papers: Decorative paper provides the pattern, woodgrain, or solid color for a sheet of laminate. Overlay paper gives laminate its surface strength and scratch resistance. Overlay paper is saturated with melamine resin, cured, and cut to size. Both decorative paper and treated overlay paper may be stored in rolls or cut to sheet size and stored until needed. Sheets of decorative paper and overlay are pulled and assembled in sets based on production run needs. At the same time, just as decorative papers are readied for press, the kraft paper, which makes up the core of laminate, undergoes a similar process. Kraft paper arrives in bulk and is placed in a paper storage area. From this staging area, the kraft paper is taken to the phenolic treater, where it is saturated with phenolic resin, cured, and rolled or cut to size. Treated kraft paper is taken to a core stock area where it is assembled based on the sheet laminate makeup type. Each type of laminate (general purpose, postforming, vertical grade, etc.) requires a slightly different layup.
- Assembly: The appropriate material from the stock area is taken to the pressing department to be collated with the decorative papers from the assembly area.
- Pressing: The two processes come together as the decorative paper and core paper are assembled at the press and cooked for about an hour under high heat and pressure (hence the name high pressure laminate). The decorative and kraft papers are then sandwiched between two stainless steel textured plates, which impart the tactile finish (gloss, matte, textured, etc.) on the completed laminate sheet.
- Sanding: Once the press cycle is complete, the laminate is taken to a sander. The edges of each sheet are trimmed, and the back is sanded to provide better adhesion in fabrication. At this stage, the pattern identification number is printed on the back of each sheet.
- Cut to size: A range of standard-size HPL panels are available. While 4 feet x 8 feet is the most common, some products are also available in widths of 3 feet and 5 feet, while lengths may also be available in 10 feet and 12 feet (check with manufacturers for specific sizes of specific product types). In addition, some special-order sheets are cut to size for the customer. This takes place in a cut-to-size area after the laminate leaves the sander.
- Finished goods: Once the laminate clears the sander and cut-to-size areas, it is sent to the finished goods staging area, where it is stored temporarily prior to being shipped to market.
- Shipping: Laminate sheets are pulled from finished goods inventory, packed on skids, and loaded aboard trucks for shipment to regional market destinations.
In all, the process is efficient but allows for a wide variety of options in terms of design and performance needs for a building project.

Image courtesy of Wilsonart
HPL offers a wide range of design options that can be incorporated into all building types.
HPL Design Properties
Any designer who has worked with HPL in the past can attest to the wide range of design options available. This allows for great design freedom to create horizontal and vertical surfaces that suit a wide range of styles, settings, or appearances.
Manufacturers take pride in offering an artistic range of HPL panels with colors, patterns, styles, and replicated appearances (stone, wood, etc.) that is in keeping with the latest interior design trends and preferences. HPL panel color is determined primarily by the selection of the decorative layer on the panels. Hence, manufacturers can readily offer a full range of choices in a broad color spectrum by using a different decorative layer. There are also a variety of textures that can be created during the manufacturing process as noted, including gloss, matte, and even raised 3-D textures. This allows panels to be used on walls, ceilings, doors, counters, cabinetry, and other applications with the best color, appearance, and texture to suit each individual use.
The multiple panel sizes available for certain types of HPL allows for the efficient integration of the HPL panels into architectural and interior designs with greater control over seams, geometric patterns, and final appearance. Further, since the material can be easily cut in a fabrication shop or on-site with common carpentry tools, custom sizes and shapes are easy to achieve. In these cases, the most efficient and economical size can be selected to cut multiple custom shapes to minimize waste.

Image courtesy of Wilsonart
The make-up of HPL directly supports its resistance to impacts, scratches, water, moisture, and wear.
Image courtesy of Wilsonart
High pressure laminate (HPL) surfaces are widely used for interiors based on the breadth of design options and its inherent sustainability.
The green building movement has been fueled by a variety of factors. From the standpoint of the effect on the environment, the focus has been to use materials and products that minimize impacts or use harvesting and processing methods that are responsible and sustainable. According to the Food and Agriculture Organization of the United Nations, deforestation and forest degradation continue at alarming rates with multiple environmental impacts. Therefore, specifying wood-based materials that are sustainably grown and harvested as well as contain high percentages of post-consumer recycled content can directly address these forest problems. From a human health standpoint, the demand for healthy and sustainable indoor environments continues to be on the rise. According to THINKLAB, employee health and wellness has become a critical factor for business leadership to consider, particularly since the COVID-19 pandemic exposed many shortcomings in these areas. While many different building products can address this two-fold concern of environmental impacts and human health, this course looks closely at one widely used interior building product.
High pressure laminate (HPL) covers horizontal and vertical surfaces in many different types of commercial, institutional, and residential buildings. As part of a variety of other products, such as cabinetry, countertops, wall coverings, and furnishings, it can contribute directly to sustainable building design solutions. HPL products can be specified that meet accepted standards for minimizing or reducing environmental and health impacts. All of these can be documented to assist in green building certification programs, such as LEED, WELL, and others.
HPL Characteristics
HPL has a number of distinct design and performance characteristics that make it appealing not only for design, construction, and long-term use but also sustainability.
Image courtesy of Wilsonart
Sustainable HPL begins with raw materials being processed into decorative, overlay, and core papers that are assembled ready to create specific products. The fabrication process involves pressing, sanding, cutting, finishing, and shipping to final users.
HPL Manufacturing Process
The basic makeup and essence of HPL is found in its manufacturing process. This process is the basis for a life-cycle assessment (LCA) of the product and is summarized in the following cradle-to-gate steps:
- Raw materials: The laminate production process begins in the receiving area of the manufacturing plant. Decorative paper, kraft paper, overlay, and other raw materials are sourced from outside vendors according to the manufacturer’s specifications and requirements. Of particular note, this is where the manufacturer can control the amount of recycled content that is part of the papers that make up the HPL.
- Decorative overlay and core papers: Decorative paper provides the pattern, woodgrain, or solid color for a sheet of laminate. Overlay paper gives laminate its surface strength and scratch resistance. Overlay paper is saturated with melamine resin, cured, and cut to size. Both decorative paper and treated overlay paper may be stored in rolls or cut to sheet size and stored until needed. Sheets of decorative paper and overlay are pulled and assembled in sets based on production run needs. At the same time, just as decorative papers are readied for press, the kraft paper, which makes up the core of laminate, undergoes a similar process. Kraft paper arrives in bulk and is placed in a paper storage area. From this staging area, the kraft paper is taken to the phenolic treater, where it is saturated with phenolic resin, cured, and rolled or cut to size. Treated kraft paper is taken to a core stock area where it is assembled based on the sheet laminate makeup type. Each type of laminate (general purpose, postforming, vertical grade, etc.) requires a slightly different layup.
- Assembly: The appropriate material from the stock area is taken to the pressing department to be collated with the decorative papers from the assembly area.
- Pressing: The two processes come together as the decorative paper and core paper are assembled at the press and cooked for about an hour under high heat and pressure (hence the name high pressure laminate). The decorative and kraft papers are then sandwiched between two stainless steel textured plates, which impart the tactile finish (gloss, matte, textured, etc.) on the completed laminate sheet.
- Sanding: Once the press cycle is complete, the laminate is taken to a sander. The edges of each sheet are trimmed, and the back is sanded to provide better adhesion in fabrication. At this stage, the pattern identification number is printed on the back of each sheet.
- Cut to size: A range of standard-size HPL panels are available. While 4 feet x 8 feet is the most common, some products are also available in widths of 3 feet and 5 feet, while lengths may also be available in 10 feet and 12 feet (check with manufacturers for specific sizes of specific product types). In addition, some special-order sheets are cut to size for the customer. This takes place in a cut-to-size area after the laminate leaves the sander.
- Finished goods: Once the laminate clears the sander and cut-to-size areas, it is sent to the finished goods staging area, where it is stored temporarily prior to being shipped to market.
- Shipping: Laminate sheets are pulled from finished goods inventory, packed on skids, and loaded aboard trucks for shipment to regional market destinations.
In all, the process is efficient but allows for a wide variety of options in terms of design and performance needs for a building project.
Image courtesy of Wilsonart
HPL offers a wide range of design options that can be incorporated into all building types.
HPL Design Properties
Any designer who has worked with HPL in the past can attest to the wide range of design options available. This allows for great design freedom to create horizontal and vertical surfaces that suit a wide range of styles, settings, or appearances.
Manufacturers take pride in offering an artistic range of HPL panels with colors, patterns, styles, and replicated appearances (stone, wood, etc.) that is in keeping with the latest interior design trends and preferences. HPL panel color is determined primarily by the selection of the decorative layer on the panels. Hence, manufacturers can readily offer a full range of choices in a broad color spectrum by using a different decorative layer. There are also a variety of textures that can be created during the manufacturing process as noted, including gloss, matte, and even raised 3-D textures. This allows panels to be used on walls, ceilings, doors, counters, cabinetry, and other applications with the best color, appearance, and texture to suit each individual use.
The multiple panel sizes available for certain types of HPL allows for the efficient integration of the HPL panels into architectural and interior designs with greater control over seams, geometric patterns, and final appearance. Further, since the material can be easily cut in a fabrication shop or on-site with common carpentry tools, custom sizes and shapes are easy to achieve. In these cases, the most efficient and economical size can be selected to cut multiple custom shapes to minimize waste.
Image courtesy of Wilsonart
The make-up of HPL directly supports its resistance to impacts, scratches, water, moisture, and wear.
HPL Performance Properties
The laminated makeup of HPL and the type of resins used all contribute to the overall strength and rigidity of the panels. The density and integrity of the material is high even though there are different panel thicknesses available to suit different panel strength needs. For example, HPL panels suitable for a horizontal use such as a counter may be thicker than those used for a vertical surface such as a wall. The final thickness is determined in the factory by the manufacturing process with a focus on the core layers. Different types of HPL will have different thicknesses of cores based on their final usage (general purpose, post-forming, vertical grade, etc.).
The wear layer in HPL combined with the impact-resistant core layers create a very durable and long-lasting finished surface. This provides for an exceptional long-term service life, which makes replacement less likely and long-term sustainability more the norm. In particular, it performs very well in terms of the following:
- Impact resistance: The built-in durability from the high-pressure lamination of the core and other layers during manufacturing helps prevent damage to the material that may be caused by impact.
- Scratch resistance: The wear layer is the first line of defense against scratching or surface damage. The durability of this topmost layer is the key to resisting this otherwise potential issue.
- Water and moisture resistance: The nonporous surface of all HPL resists moisture and allows bulk water to roll off or be cleaned up readily. Further, it does this without requiring sealing.
- Wear resistance: HPL has commonly performed better over time when compared to some traditional veneers, vinyl, or wood. This means less maintenance and reduced likelihood of replacement compared to those products. At least one manufacturer has an enhanced HPL surface that achieves a wear resistance of up to three times greater than competing HPLs.
From an indoor environmental quality perspective, the ability of HPL to be cleaned and disinfected easily is clearly important. HPL is a nonporous surface that can withstand frequent and harsh cleaning and disinfection protocols (particularly in the era of COVID and other public health concerns), making its inherently durable surface easy to clean with no need for sealing. For projects that have special requirements, different HPL products are available that can provide added protection for high wear surfaces, chemical resistance, or fire resistance.
Overall, HPL is a strong and durable product that performs well in many different situations, meaning it is inherently sustainable over the long term.
Green Product Standards For HPL
The information about the makeup and characteristics of HPL products generally comes from the manufacturer. So how do design professionals get objective information to verify the sustainable nature of these products? The answer is to use an independent third-party organization that tests and evaluates a wide range of products specifically for green building and sustainability traits. Recognizing that this is the widely accepted practice, HPL manufacturers who are serious about demonstrating their sustainability engage with such third-party organizations to have their products tested and rated. The results of these tests are then published and available upon request from either the organization or manufacturer. The common tests and certifications related to sustainable material makeup or healthy indoor environments for HPL products include the following.
International Organization for Standardization (ISO)
International Organization for Standardization (ISO) standards specify requirements for environmental, occupational health and safety, and quality management systems. Organizations use these standards to enhance their environmental performance, provide safe and healthy workplaces, enhance customer satisfaction, and other quality measures. Specifying products from a manufacturer that is ISO Certified indicates that the company has committed to monitoring and reporting a high level of operations. Common ISO certificates include ISO 9001 for Quality Management System, ISO 14001 for Environmental Management System, and ISO 45001 for Occupational Health and Safety Management System.
Environmental Product Declaration (EPD)
An Environmental Product Declaration (EPD) is an independently verified and registered document that communicates transparent and comparable information about a product’s life-cycle environmental impact. It is a voluntary declaration of the life-cycle environmental impact. An industry-wide EPD has been available for HPL products for some time which shows favorable results for sustainability in all categories. In addition, at least one manufacturer has recently completed the process of developing their own, product specific EPD which provides much more precise, verified information on their particular HPD products. In all cases, there are scenarios for end-of-life re-purposing or for disposal in a land fill for comparative purposes as well as the rest of the life cycle of the products.

Image courtesy of Wilsonart
Both an industry-wide and manufacturer specific Environmental Product Declarations (EPD) are available for designers to discern the specific environmental data about the products being specified.
Forest Stewardship Council (FSC)
The Forest Stewardship Council (FSC) is an independent, non-government, not-for-profit organization established to promote responsible forest management practices. FSC Chain-of-Custody (CoC) certification traces the path of products from forests through the supply chain, verifying that FSC-certified material is identified or kept separated from noncertified material. Since HPL is made up primarily of forestry-based paper products (typically up to 70 percent in the core, decorative, and overlay papers), manufacturers can choose to use FSC-certified raw materials by working with their suppliers on proper sourcing. Those that do, and can provide the CoC documentation to back it up, are generally seen to be leaders in providing responsible, sustainable products.
SCS Global Services: Recycled Content Certification
The SCS Recycled Content Certification evaluates products made from pre-consumer or post-consumer material diverted from the waste stream. Certification measures the percentage of recycled content for the purpose of making an accurate claim in the marketplace. HPL manufacturers can control the amount of recycled content by working with their raw material suppliers on the recycled content percentage in the core and decorative paper layers. Those with high levels of postconsumer recycled content (16–67 percent depending on the specific laminate product) are seen as industry leaders in sustainability.
Health Product Declaration (HPD)
The Health Product Declaration (HPD) Open Standard is a standard specification for the accurate, reliable, and consistent reporting of product contents and associated health information for products used in the built environment. The HPD Open Standard specification is harmonized with numerous rating certification standards in the building industry. HPD version 2.3 is the current version that has been used to demonstrate minimal if any health impacts from using standard laminate products in building interiors.

Image courtesy of the HPD Collaborative
An independently prepared Health Product Declaration (HPD) is available to identify health and wellness aspects of high pressure laminate.
UL GREENGUARD
Products that achieve UL GREENGUARD Certification are scientifically proven to meet some of the world’s most rigorous third-party chemical emissions standards, helping to reduce indoor air pollution and the risk of chemical exposure, while aiding in the creation of healthier indoor environments. The GREENGUARD Gold Certification standard includes health-based criteria for additional chemicals and also requires lower total volatile organic compound (VOC) emissions levels to help ensure that products are acceptable for use in environments like schools and health-care facilities. Manufactured HPL products have been tested using these rigorous standards, and some are available with GREENGUARD Gold certification.
SCS Indoor Advantage Gold Certification
SCS Indoor Advantage Gold certification indicates low VOC emissions with the most transparent indoor air quality (IAQ) standard for furniture and building materials. It is recognized by the EPA and GSA and qualifies for many green building rating systems, including LEED v4, BREEAM, WELL Building, and Living Building Challenge. Some HPL products have been tested and certified based on this program.
Declare Label Program
The International Living Future Institute (ILFI) has developed the Declare program to allow manufacturers to voluntarily disclose product information on easy-to-read Declare labels. These labels report all product ingredients and use a simple color code system to flag chemicals of concern. Further information is provided on the product’s final assembly locations, life expectancy, end-of-life options, and overall compliance with relevant requirements of the Living Building Challenge (LBC). All active Declare labels are accessible on a free and searchable database. The database is used to specify sustainable products that can meet the requirements of leading green building standards, including the LBC, LEED, and WELL Certifications.
Declare screens a product’s ingredients directly against the LBC Red List which contains the “worst in class” materials, chemicals and elements known to pose serious risks to human health and the greater ecosystem that are prevalent in the building products industry. A product’s compliance with the LBC Red List is represented on the Declare label by the product’s Declaration Status. There are three Declaration Statuses: LBC Red List Free, LBC Red List Approved, and Declared.
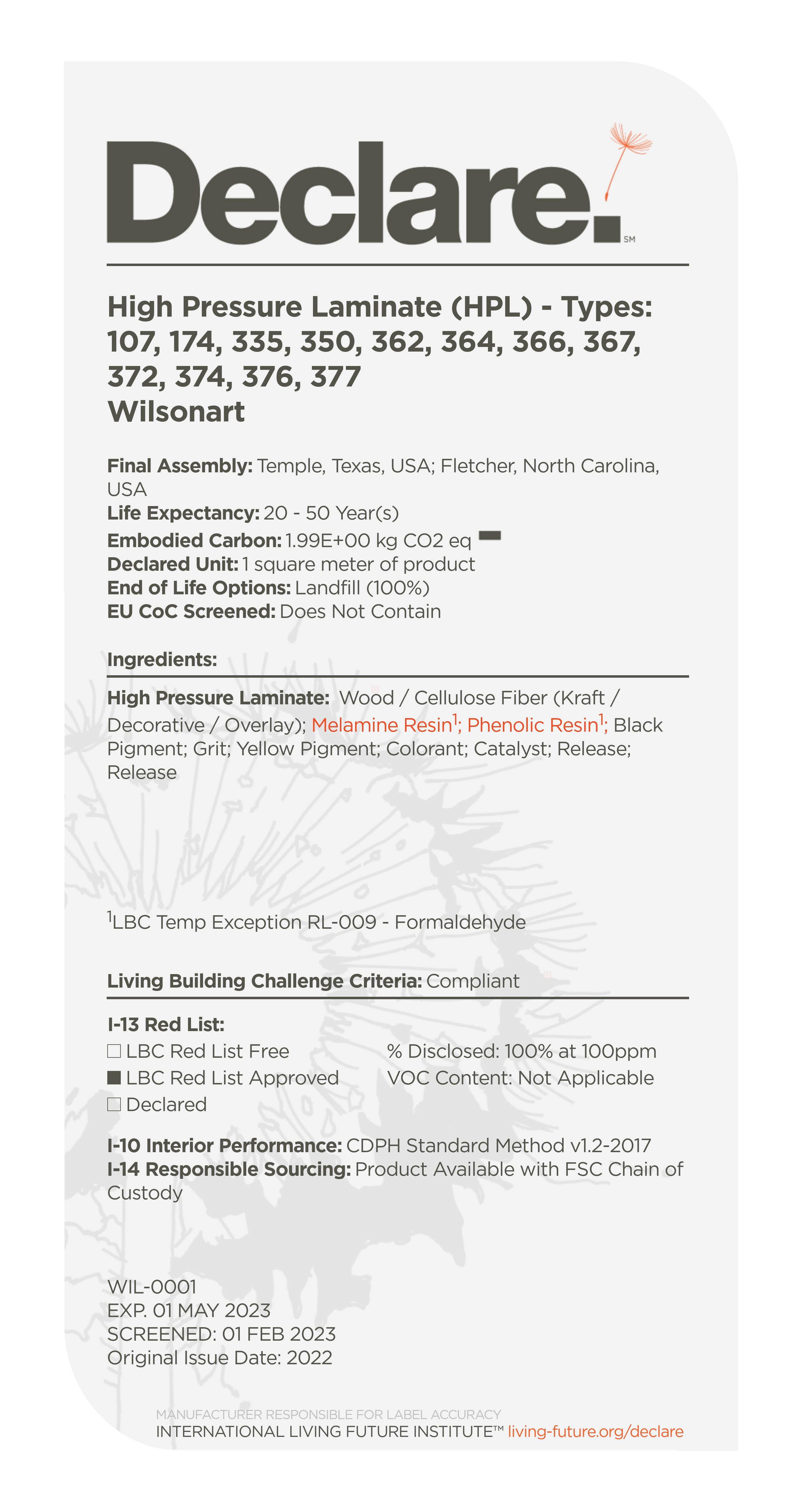
Image courtesy of the International Living Future Institute
The International Living Future Institute provides the Declare program as a way to determine the degree that manufactured products do or do not contain harmful materials. A sample Declare Label is shown here.
All of these standards and independent testing protocols provide designers and building owners with information and assurance that the products being used or specified meet the criteria for sustainability. This information is then used as the basis for creating green building designs.
Green Building Contributions Of HPL
Beyond product testing and certification, architects and designers are focused on creating entire buildings that are green and sustainable. Hence, the products and materials in those buildings become part of that effort as coordinated by the designer following the requirements of the green building standard being used. The leading standards are LEED v. 4.1 as proffered by the U.S. Green Building Council (USGBC) and the WELL Building System. Some of the most common ways that HPL can contribute to these certifications are as follows.
LEED Materials and Resources (MR) Credits – Building Product Disclosure and Optimization
There are several opportunities in this category.
- Environmental Product Declarations: Under option 1 of this credit, the designer must select a designated number of products that meets the disclosure criteria, which can include an Industry-Wide Type III EPD or an independently certified EPD specific to a manufacturer. This is defined as “Products with third-party certification (Type III), including external verification, in which the manufacturer is explicitly recognized as a participant by the program operator.”
EPD's for specific HPL products are very useful when specifying sustainable materials. However, it should be noted that HPL is a decorative surface that is bonded to a substrate to provide structural support before being fabricated or converted into a finished article by skilled fabricators. The final product will typically include the substrate, an adhesive, and other component such as edge banding, drawer slides, door handles, or door cores, composite wood face sheets, etc. HPL all by itself does not qualify for this credit in the format produced by HPL manufacturers. For manufactures of finished articles, an industry-average EPD is available for use in preparing an EPD of the finished articles.
- Responsible Sourcing of Raw Materials – Wood: Achieving this credit for Wood Products requires that they must be certified by the Forest Stewardship Council or USGBC-approved equivalent. Products meeting wood products criteria are valued at 100 percent of their cost for the purposes of credit achievement calculation. Note that not all HPL manufacturers can provide this, but at least one has led the way in this industry and offers FSC CoC Certification on request.
- Responsible Sourcing of Raw Materials – Recycled content: Products meeting recycled content criteria are valued at 100 percent of their cost for the purposes of credit achievement calculation. However, LEED makes a clear distinction between pre-consumer and postconsumer content, which is defined as follows:
- Post-consumer recycled content is made from waste that has been used by a consumer, disposed of, and diverted from landfills. Examples include paper, milk cartons, newspaper cardboard, and wood products.
- Pre-consumer recycled content (also sometimes called post-industrial) is material that is salvaged from a manufacturing process only.
While both types of recycled content are positive, postconsumer is seen as more desirable because it returns material back into the life cycle of products (i.e., cradle to cradle) rather than post-industrial, which simply makes for a more efficient manufacturing process.
Based on all of this, LEED defines recycled content as the sum of the full amount of postconsumer recycled content plus only one-half the pre-consumer recycled content, based on weight. The recycled fraction of the assembly is then multiplied by the cost of assembly to determine the recycled content value. Hence, the more postconsumer recycled content that is used, the better. In the case of HPL, it is the kraft paper that makes up the layers and has a specific amount of recycled content, which varies based upon product type (17 percent to 34 percent is available). In this case, it is best to seek laminate and backers that have been certified by SCS Global Services for recycled content. It is also worth pointing out that manufacturing innovations have allowed for a continued increase in the amount of postconsumer recycled content in HPL products, without sacrificing appearance or performance.
- Material Ingredient Reporting – Health Product Declaration: To qualify for this credit, the installed product needs to have a published and complete HPD with full disclosure of known hazards in compliance with the HPD Open Standard to demonstrate the chemical inventory of the product to at least 0.1 percent (1,000 ppm). Similar to EPDs, HPL can be used in support of manufactured products that pursue an HPD.
Image courtesy of Wilsonart
High levels of postconsumer recycled content are preferred by LEED and other green building standards since it directly diverts waste away from landfills or incineration.
LEED Indoor Environmental Quality (EQ) Credits – Low-Emitting Materials
There are also several opportunities in this category.
- Adhesives and Sealants: At least 75 percent of all adhesives and sealants, by volume or surface area, must meet the LEED VOC emissions evaluation and 100 percent percent must meet the VOC content evaluation. The adhesives and sealants product category includes all interior adhesives and sealants applied on-site. HPL manufacturers can provide information and documentation on acceptable adhesives and sealants that work for the product application and comply with the EQ criteria.
- Composite Wood: At least 75 percent of all composite wood, by cost or surface area, needs to meet the formaldehyde emissions evaluation or salvaged and reused materials criteria. The composite wood product category includes all particleboard, medium density fiberboard, hardwood veneer plywood, and structural composite wood not included in the flooring, ceiling, wall panels, or furniture material categories.
The LEED v4.1 requirement for composite wood panels is that they meet California Air Resources Board Ultra Low Emitting (CARB ULEF) or No Added Urea Formaldehyde (NAUF) resin requirements. HPL is not a composite wood panel, even though it does contain paper that is derived from wood. This is a common misunderstanding concerning HPL. Since HPL has low emissions of VOCs and is not a composite wood panel, it is exempt from both the California Air Resources Board (CARB) and the EPA Composite Wood Rule. Most HPL product types may qualify as an individual component in a system or part of a finished product or furniture, depending upon the LEED credit approach used. As a laminate, HPL is exempt from reporting NAUF content. NAUF certification needs to be requested from the manufacturer of the finished article who will include the substrate (wood panel), adhesive, HPL decorative surface, backer, edge banding, and other components into a certification for the finished product.
- VOC Emissions Evaluation (Option 1) and Furniture Emissions Evaluation: This credit is based upon UL GREEN-GUARD low chemical emissions testing. HPLs with UL GREENGUARD Gold Certification meet or exceed the requirements for low chemical emissions on all laminate types.
LEED Indoor Environmental Quality (EQ) Credit – Interior Lighting
If the HPL is being used on furniture that is in the scope of the work (built in or freestanding), then Option 2, Lighting Quality – Subpart F may be an opportunity to contribute to a project. In this case, select furniture finishes to meet or exceed the stated thresholds for area-weighted average surface reflectance, namely 45 percent for work surfaces and 50 percent for movable partitions. When using HPL, note that light reflectance values (LRVs) are pattern dependent. Consultation with a manufacturer’s technical representative is advised to assure that the selected patterns meet the desired LRV.
WELL Building Standard – Materials
The WELL Building Standard is increasingly being recognized as a means to assess and certify a healthy indoor environment. It relies on 10 core concepts plus an innovation concept as a basis for certification at different levels. One of the core concepts is materials with subcategories X06 VOC Restrictions, X07 Materials Transparency, and X08 Materials Optimization. The makeup and product certifications for HPL used for LEED in these categories can also be used in WELL to show compliance and help a building achieve certification.
Specifying Sustainable HPL
Based on everything discussed so far, it should be clear that it is quite possible to specify and use HPLs as part of a green and sustainable building. However, keep in mind that not all laminates are created equally. It is important to understand the specifics that have been discussed here and specify the most sustainable products. This means incorporating the proper language for durability, postconsumer recycled content, and other performance requirements as well as the design criteria. Some of the relevant items to address in a standard three-part specification format are highlighted as follows.
Part 1: General
The scope of the specified work can include all preparation, substrate review, product choices, and final installation. In terms of specifying performance, the appropriate testing standards should be referenced not only for the HPL products but also for any adhesives or substrates used. For sustainability, the third-party testing requirements should be stated, including all those discussed earlier.
Submittals for HPL should include the usual manufacturer’s data and information for all products used, plus samples with color and texture data to confirm that the correct appearance is being achieved.
Quality assurance is clearly an important part of any field-installed system, and the same is true here. Installers should have qualifications acceptable to the manufacturer. Evidence of such qualifications can be requested as a submittal, but it is important that the people actually in the field are the ones with the qualifications and experience needed.
On-site protection of products should be carried out according to the manufacturer’s instructions and recommendations, particularly if any standard limited warranty is called for.

Image courtesy of Wilsonart
Composite wood and HPL can be specified with very low levels of formaldehyde and other VOCs to be compliant with sustainability standards.
Part 2: Products
If multiple HPL products are used, they should be identified by type in the specifications, and the location of each type needs to be clearly called out in either the drawings or specifications. The details of the specified products can include:
- The specific type, size, and texture of the HPL panels should be identified for each product used. The maximum yield from the panel manufacturer’s standard sizes result in cost-effectiveness and green design.
- The specific performance criteria for each product, including thickness, dimensional stability, surface characteristics, and any other needed criteria, can be specified.
- The specific sustainability characteristics should be called out. In particular, the percentage of postconsumer recycled content, the VOC restrictions, and other green criteria should be stated.
- The specific color, pattern, and texture of each product needs to be called out. Manufacturer’s literature should be consulted for this as with any finished product.
- Other requirements, including the details of cleaning and stain removal for the product, can be called out.
Part 3: Execution
As with any installed product, the installation requires multiple steps that need to be clearly articulated in the specification in order to achieve the best results.
- Examination and preparation: The importance of this step should always be stressed. In addition to the architect, the installer should review and examine the substrate for conditions that may affect the installation or the overall performance of the finished surface. Any issues will need to be corrected if they are found to be out of compliance with stated requirements.
- Installation: The HPL should be secured in place according to manufacturer’s instructions and installation manuals. These should be consulted to assure that the products are installed to meet the code and conditions for a successful project.
- Protection: Once installed, the HPL should be able to withstand normal activity but should be protected from any remaining construction work that could adversely affect it.
- Cleaning: Upon completion, the surface should be cleaned of any construction or miscellaneous dirt, debris, etc. as the manufacturer may suggest.
When specified and installed correctly, the HPL will provide the desired look, long-term performance characteristics, and sustainability levels that are intended.

Image courtesy of Wilsonart
Each of the specific HPL products used on a project need to be specified for their particular characteristics of thickness, size, color, texture, and other features.

Image courtesy of Wilsonart
HPL products are manufactured according to high quality standards and need to be installed by fabricators and crafters with equally high standards.
Conclusion
High pressure laminate (HPL) has been shown to be an appealing solution for use in sustainable, well-designed buildings. The varied and extensive range of design characteristics provide architects with broad design freedom and many opportunities for creativity. The tested and demonstrated performance characteristics help assure that the material will function as intended over the life of the building.
Peter J. Arsenault, FAIA, NCARB, LEED AP, is a nationally known architect, continuing education presenter, and prolific author advancing sustainable choices through better design and spec writing. www.pjaarch.com, www.linkedin.com/in/pjaarch