This CE Center article is no longer eligible for receiving credits.
From aesthetics to performance, today’s high-pressure decorative laminates (HPDL) are becoming an increasingly popular door surface application. With recent technological improvements in manufacturing and materials, HPDL doors offer an abundance of varied design choices, as well as provide significant cost savings, performance achievements, fire safety, and environmental benefits. Simply speaking, the face material is the main difference between a laminate door and a wood veneer door. Compared to laminate doors from bygone times, today’s versions feature improvements in virtually every element and process, with the results including more detailed patterns, more authentic or true-to-life surfaces, stronger bonds to substrates, advanced resin surface chemistry for easier maintenance, manufacturing processes that prevent delamination of edges, and increased recycled content.
This course will examine the construction and many uses of HPDL doors and provide an overview of the nearly endless design options, performance, safety, and cost factors, as well as sustainability considerations of their use in all types of commercial projects.

All images courtesy of VT Industries
HPDL doors provide a comfortable, clean feel at the University of Iowa Stead Family Children’s Hospital.
Why and Where are HPDL Doors Used?
HPDL doors are used in design for a variety of reasons, the first being to prolong the life of an opening in high-traffic areas or areas that are prone to abuse. Examples include patient rooms and double egress doors in hospital corridors or classroom doors in schools and universities.
Additionally, HPDL doors are used in design for areas that require high visual impact or to create a focal point. For example, custom laminates can feature team logos for stadium applications, or a company’s logo for office buildings. Exotic wood-look laminates are also popular in multifamily and hospitality applications where durability and sustainability are important.
HPDL doors are used in a wide variety of applications, including:
- hospitals and the health-care industry;
- hotels and motels;
- K-12 schools;
- universities;
- entertainment venues (i.e., stadiums, casinos);
- office buildings; and
- multifamily housing.
In other words, HPDL doors can be used in just about any commercial or multifamily setting where style and function are required.
High-Pressure Decorative Laminate
Overview of HPDL
High-pressure decorative laminate is comprised of several layers of brown kraft paper filled with phenolic resin for flexibility and a high-quality decorative print paper saturated with melamine resin or an overlay dipped in melamine for strength and durability. They are compressed under high pressure and heat for an extended period of time, approximately 1,400 psi at 300 degrees Fahrenheit for 30 to 40 minutes.
Manufacturing Overview
The number of kraft/phenolic layers in each sheet of HPDL determines its thickness. In the actual process, the raw paper is first dipped in a resin bath and dried, and, as noted, the laminate is then assembled with kraft paper and melamine-treated decorative paper or overlay; a textured metal plate then determines the finish properties. The bottom layer of kraft paper is sanded to provide proper adhesion between the laminate and a substrate material. For best results, door edges, which are usually finished with the same laminate as the face, must be applied first to reduce the potential for chips and to hide the seams. When designers opt to have the edges painted or stained, factory finishing almost always provides the best outcome for a look that is both polished and consistent.
After the papers are saturated with the resins, the three layers of paper/resin are placed into a press that simultaneously applies heat and pressure. The pressing operation allows the thermoset resins to flow into the paper, then subsequently cure into a consolidated sheet. During the press cycle, the decorative surface can also be cured while in contact with a textured surface to create one of many different surface finishes.
HPDL consists of more than 60 to 70 percent paper, with the remaining 30 to 40 percent a combination of phenol-formaldehyde resin for the core layers and melamine-formaldehyde resin for the surface layer. Both resins belong to a class of thermosetting resins that crosslink during the press cycle, creating irreversible chemical bonds that produce a nonreactive, stable material with characteristics different and superior to those of the component parts.
HPDL can be produced using both continuous und discontinuous (batch) manufacturing processes. HPDL are supplied in sheet form in a variety of sizes, thicknesses, and surface finishes.1
Here is a brief overview of a typical laminate manufacturing process and the elements that go into making HPDL:
Raw Materials
The manufacturing process begins in the receiving area where the raw materials, including decorative paper, overlay paper, and kraft paper, are inventoried.
- Decorative paper provides the pattern, woodgrain, or solid color for a sheet of laminate.
- Overlay paper provides surface strength and scratch-resistance properties for the laminate. The overlay paper is sent through a melamine treater, where it undergoes melamine resin saturation, and is then cured and rerolled.
- Kraft paper makes up the "core" of the laminate. Kraft paper goes through a phenolic treater, is saturated with phenolic resin, and then is cured and rolled (or sized and cut to sheet size, as required).
Assembly and Pressing
The decorative and overlay papers are assembled in sets depending on the day’s production run. In effect, the decorative and overlay papers are combined as one half of the laminate paper. The kraft (or core) paper is prepared for press in a separate process. The layers are assembled and then “cooked” under high heat and pressure. The papers are placed between two stainless steel textured plates. The plates give the completed laminate sheet its finish (i.e., gloss, matte, textured).2
Sanding
Next, the laminate goes to the sander, where each sheet’s edges are trimmed. Then the back of the sheet is sanded down in order to facilitate bonding to various adhesives in fabrication.
Cutting and Finished Products
Sheets are then cut to size, and the manufacturer stores the finished product prior to shipping to its destination.

This shows the manufacturing process for HPDL. The raw paper is dipped in a resin bath and dried. Then the laminate is assembled with kraft paper and melamine-treated decorative paper or overlay. The textured metal plate then determines the finish properties.

HPDL at various stages of the production process.
From aesthetics to performance, today’s high-pressure decorative laminates (HPDL) are becoming an increasingly popular door surface application. With recent technological improvements in manufacturing and materials, HPDL doors offer an abundance of varied design choices, as well as provide significant cost savings, performance achievements, fire safety, and environmental benefits. Simply speaking, the face material is the main difference between a laminate door and a wood veneer door. Compared to laminate doors from bygone times, today’s versions feature improvements in virtually every element and process, with the results including more detailed patterns, more authentic or true-to-life surfaces, stronger bonds to substrates, advanced resin surface chemistry for easier maintenance, manufacturing processes that prevent delamination of edges, and increased recycled content.
This course will examine the construction and many uses of HPDL doors and provide an overview of the nearly endless design options, performance, safety, and cost factors, as well as sustainability considerations of their use in all types of commercial projects.
All images courtesy of VT Industries
HPDL doors provide a comfortable, clean feel at the University of Iowa Stead Family Children’s Hospital.
Why and Where are HPDL Doors Used?
HPDL doors are used in design for a variety of reasons, the first being to prolong the life of an opening in high-traffic areas or areas that are prone to abuse. Examples include patient rooms and double egress doors in hospital corridors or classroom doors in schools and universities.
Additionally, HPDL doors are used in design for areas that require high visual impact or to create a focal point. For example, custom laminates can feature team logos for stadium applications, or a company’s logo for office buildings. Exotic wood-look laminates are also popular in multifamily and hospitality applications where durability and sustainability are important.
HPDL doors are used in a wide variety of applications, including:
- hospitals and the health-care industry;
- hotels and motels;
- K-12 schools;
- universities;
- entertainment venues (i.e., stadiums, casinos);
- office buildings; and
- multifamily housing.
In other words, HPDL doors can be used in just about any commercial or multifamily setting where style and function are required.
High-Pressure Decorative Laminate
Overview of HPDL
High-pressure decorative laminate is comprised of several layers of brown kraft paper filled with phenolic resin for flexibility and a high-quality decorative print paper saturated with melamine resin or an overlay dipped in melamine for strength and durability. They are compressed under high pressure and heat for an extended period of time, approximately 1,400 psi at 300 degrees Fahrenheit for 30 to 40 minutes.
Manufacturing Overview
The number of kraft/phenolic layers in each sheet of HPDL determines its thickness. In the actual process, the raw paper is first dipped in a resin bath and dried, and, as noted, the laminate is then assembled with kraft paper and melamine-treated decorative paper or overlay; a textured metal plate then determines the finish properties. The bottom layer of kraft paper is sanded to provide proper adhesion between the laminate and a substrate material. For best results, door edges, which are usually finished with the same laminate as the face, must be applied first to reduce the potential for chips and to hide the seams. When designers opt to have the edges painted or stained, factory finishing almost always provides the best outcome for a look that is both polished and consistent.
After the papers are saturated with the resins, the three layers of paper/resin are placed into a press that simultaneously applies heat and pressure. The pressing operation allows the thermoset resins to flow into the paper, then subsequently cure into a consolidated sheet. During the press cycle, the decorative surface can also be cured while in contact with a textured surface to create one of many different surface finishes.
HPDL consists of more than 60 to 70 percent paper, with the remaining 30 to 40 percent a combination of phenol-formaldehyde resin for the core layers and melamine-formaldehyde resin for the surface layer. Both resins belong to a class of thermosetting resins that crosslink during the press cycle, creating irreversible chemical bonds that produce a nonreactive, stable material with characteristics different and superior to those of the component parts.
HPDL can be produced using both continuous und discontinuous (batch) manufacturing processes. HPDL are supplied in sheet form in a variety of sizes, thicknesses, and surface finishes.1
Here is a brief overview of a typical laminate manufacturing process and the elements that go into making HPDL:
Raw Materials
The manufacturing process begins in the receiving area where the raw materials, including decorative paper, overlay paper, and kraft paper, are inventoried.
- Decorative paper provides the pattern, woodgrain, or solid color for a sheet of laminate.
- Overlay paper provides surface strength and scratch-resistance properties for the laminate. The overlay paper is sent through a melamine treater, where it undergoes melamine resin saturation, and is then cured and rerolled.
- Kraft paper makes up the "core" of the laminate. Kraft paper goes through a phenolic treater, is saturated with phenolic resin, and then is cured and rolled (or sized and cut to sheet size, as required).
Assembly and Pressing
The decorative and overlay papers are assembled in sets depending on the day’s production run. In effect, the decorative and overlay papers are combined as one half of the laminate paper. The kraft (or core) paper is prepared for press in a separate process. The layers are assembled and then “cooked” under high heat and pressure. The papers are placed between two stainless steel textured plates. The plates give the completed laminate sheet its finish (i.e., gloss, matte, textured).2
Sanding
Next, the laminate goes to the sander, where each sheet’s edges are trimmed. Then the back of the sheet is sanded down in order to facilitate bonding to various adhesives in fabrication.
Cutting and Finished Products
Sheets are then cut to size, and the manufacturer stores the finished product prior to shipping to its destination.
This shows the manufacturing process for HPDL. The raw paper is dipped in a resin bath and dried. Then the laminate is assembled with kraft paper and melamine-treated decorative paper or overlay. The textured metal plate then determines the finish properties.
HPDL at various stages of the production process.
HPDL vs. LPL
The difference between high-pressure decorative laminate and low-pressure laminate is determined in how they are manufactured. With laminate, time and pressure make all the difference. An analogy would be to compare these two types of laminate to carbon. When pressure and time are applied to carbon, either coal or a diamond are produced. So, with coal, less time and less pressure are applied (similar to low-pressure laminate), and diamonds are a result of more time and more pressure (similar to high-pressure decorative laminate). As with coal and diamond, one is harder/more durable than the other.
High-Pressure Decorative Laminate
As previously noted, high-pressure decorative laminate is made up of several layers of phenolic resin-saturated kraft paper and a high-grade decorative print paper that is compressed under high pressure and heat for approximately 40 minutes. The bottom layer of kraft paper is sanded to provide proper adhesion between the laminate and a substrate material.
Additionally, as previously noted, the number of kraft/phenolic layers in each sheet of HPDL determines its thickness. Various thicknesses are available that meet National Electrical Manufacturers Association (NEMA) requirements.
Low-Pressure Laminate (LPL)
Low-pressure laminate (LPL) is a single thin sheet of decorative paper that is saturated and compressed under low pressure and heat for a short period of time (approximately 600 psi at 392 degrees Fahrenheit for 20 seconds). The material is then fused directly to a wood substrate and is often used on the vertical surface of various kitchen, bath, and furniture applications.
The term melamine is often used interchangeably with low-pressure decorative laminate and thermally fused panels within the laminate industry.
What comes to mind when you think of low-pressure laminate (melamine board)?
- Cheap, ready to assemble furniture
- Low-quality goods
- Bad wood grain patterns
- Paper-thin layer over substrate
Horizontal Grade HPDL
- Is used for premium grade doors.
- Meets Window & Door Manufacturers Association (WDMA) I.S.1A-11 extra-heavy-duty performance standards.
- Meets NEMA LD-3 standards.
- Is 0.048-inch-thick laminate used with three- and five-ply door construction.
- Is available from all leading laminate manufacturers in a variety of woodgrains, colors, patterns, and textures.
- Has edge-before-face construction, which prevents chipping and delamination.
- Minimizes "black line" along the meeting face and stile edge for a more aesthetically pleasing appearance.
Design Considerations
HPDL is available in a full range of colors, patterns, wood grains, and custom laminates, including silk screens and graphic images.
Colors and Patterns
A variety of colors and patterns are available from leading laminate manufacturers ranging from subtle to bold, and they are available in most standard finishes.

Examples of colors, patterns, and finishes
Wood Grain
HPDL woodgrain patterns are available from leading laminate manufacturers. Patterns range from popular cherry and maple to lacewood and bamboo cane. When used on architectural wood doors, the appearance is similar to wood veneer face material. Woodgrain patterns are often specified in door applications.

Examples of woodgrain laminate patterns
Custom Options
Silk-screening works well where multiple colors or exact color reproduction are required. A design is screened directly onto a sheet of decorative paper and then made into a laminate surface. Silk-screening is ideal for incorporating logos and artwork that require bright, detailed graphics.
Sketch face doors allow unique design customization.

HPDL Sketchface layup adds visual appeal.
Graphic image process works best in cases when “picture perfect” is the expectation. A full-color photographic image or original artwork is scanned into a computer and then transferred onto decorative paper.

Custom graphic HPDL designs are only limited by the architect’s imagination.Virutally any image can be converted to HPDL.
Fiber-reinforced laminate (FRL) provides the following benefits:
- Increased durability
- Higher wear resistance than competitive products (i.e., thermoplastic rigid sheets made from polyethylene terephthalate glycol-modified [PETG])
- Better impact resistance than HPDL
- Less expensive than competitive PETG thermoplastic rigid sheet product.
- Can match HPDL colors, patterns, and woodgrains
- Not all doors need to be FRL. It is recommended for use in high-impact areas where it can provide a significant cost savings
- No removable edge required
- Available in an extensive variety of laminate colors
- GREENGUARD Indoor Air Quality Certified®
- Can be used in hospital, school, and other high-traffic applications
Stainless steel edge guards and PVC edges help protect the most vulnerable part of a door: the edge. Stainless steel edge guards are a hardware addition to the door that and are most often routered into the edge of the door to create a seamless transition between the edge guard and the face of the door. A PVC edge also serves to protect the edge of the door. Instead of a laminate edge, a coordinating PVC edge is applied to the door’s edge. The PVC edge offers the edge of the door an increased resistance to chipping and damage due to trauma on the door’s edge. They are recommended for high traffic areas, such as hospitals, manufacturing facilities, and emergency rooms. Additional features include mortised edge guards. They can be L-shaped or U-shaped.


Stainless steel edge guards protect the door’s edge and are often used in high-traffic areas, such as hospitals.
Finishes
Matte Finish
- Most common and very durable
- Considered standard
- Minimizes smudges and fingerprints
- Enhances reflective qualities
- Reproduces the sheen associated with waxed wood furniture
Other Finish Options
- Gloss: Mirror-like finish (not recommended for door construction).
- Microdot: A subtle grid of concave dots in a low-sheen satin finish, offering a three-dimensional aspect for optical effect. This finish adds visual interest to monochromatic laminate patterns.
- Grained: Achieves the look of wood pores just freshly treated.
- Chiseled: Captures the look and feel of hard carved woods.
- Soft mat: A shallow surface texture that is smooth to the touch.
- Casual rustic: A blend of grain variations ranging from linear to subtle movement with random, irregular features.
- Linear: Directional texture with narrow, random, matte-gloss linear quality. It is complementary with linear wood grains and patterns and provides movement to solid laminate colors.
- Fine grain: A subtle narrow grain structure that features the polish and luxe of wood veneer.
Decorative Laminate vs. Wood Veneer
Decorative laminate doors have long been associated with durability and uniformity of appearance. Recent advances in laminate printing technology—including larger-scale patterns, creative design options, and easy maintenance—provide a durable solution and creates overall value.
The following lists additional benefits of using decorative laminate doors over wood veneer:
- They are less expensive and don’t require on-site finishing.
- Laminate doors are easier to clean and maintain.
- Laminate prices are more constant, regardless of wood grain, pattern, and availability.
- Exotic wood grain patterns won’t deplete valuable forests.
- Most HPDL is available Forest Stewardship Council (FSC) certified.
- Laminate doors are ready to install when they arrive on the jobsite.
- Most manufacturers machine for hardware.
- Some manufacturers predrill pilot holes for hinges and face plates.
- In most cases, lead times are shorter for laminate doors.
Face Material Cost Comparison
A cost comparison generated by a leading manufacturer and based on a 100-door project using 3-by-7-foot particleboard core doors, nonrated, standard hardware preps, factory finish, and sold through distribution found the following:
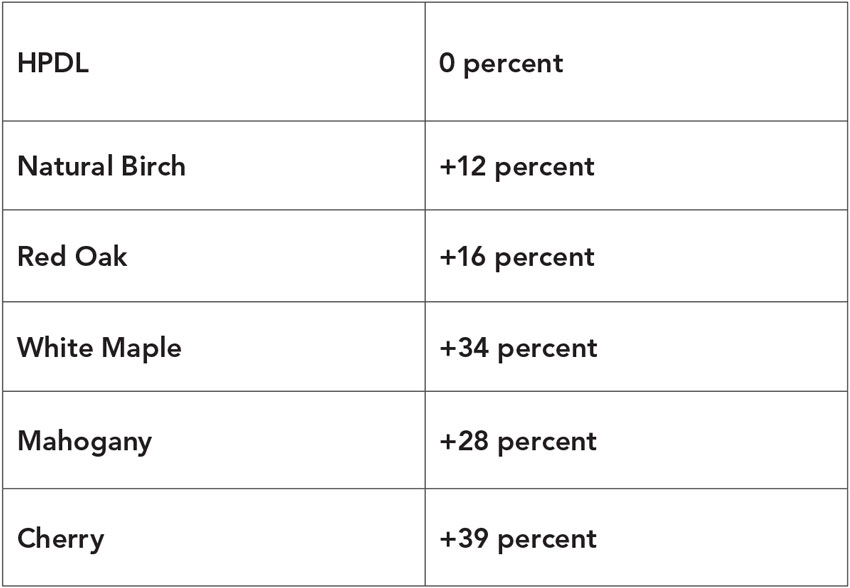
Typical manufacturer cost differential for various face materials
Cleaning and Maintenance
Laminate does not facilitate the growth of bacteria, microbes, or fungi because of its melamine coating. Furthermore, doors are available with laminated end rails to completely seal the doors for use in health-care facilities or other applications where a smooth, impermeable finish is desired.
HPDL Door Construction
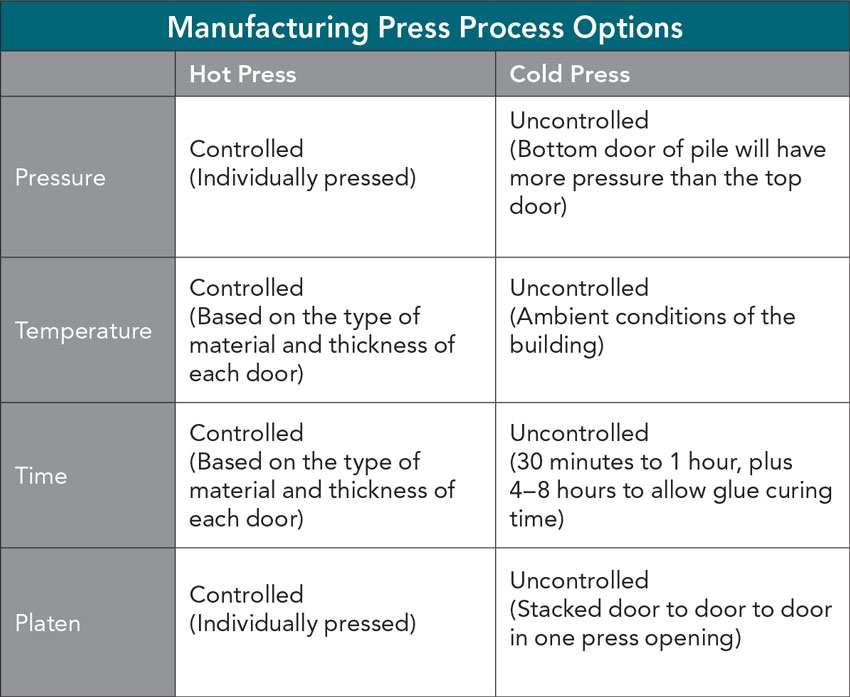
The difference between HPDL and five-ply wood veneer is the face material. Doors may be hot pressed or cold pressed and typically have either a three-ply or a five-ply construction. Standard laminate thickness is 0.048 inch to meet the WDMA quality performance standards.
Components
Five-Ply HPDL Door Construction: five-ply construction is the preferred construction method for HPDL doors because of the incorporation of a high-density fiberboard (HDF) crossband (shown in yellow in illustration below) that serves as a buffer layer between the core and the laminate. The HDF crossband reduces the occurrence of show-through or telegraphing, which as defined by the WDMA is a defect caused by the outline and or/surface irregularities that are visible through the face veneer (material).
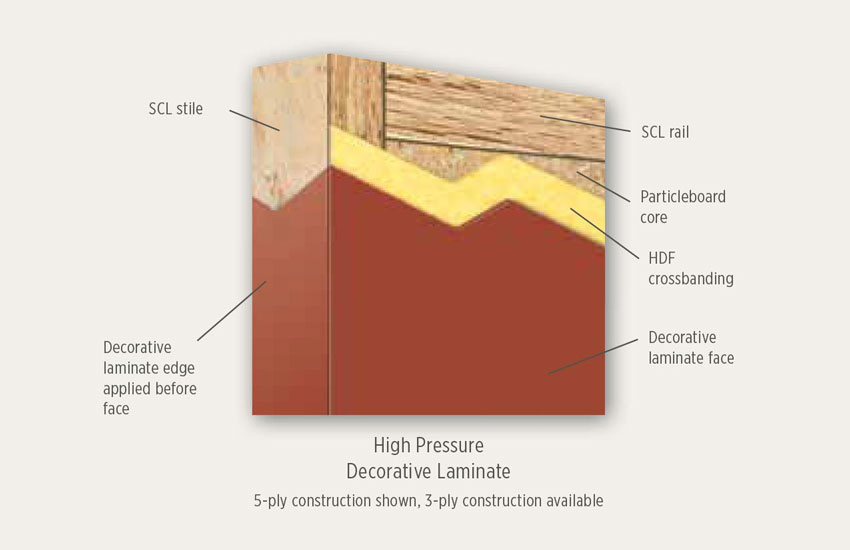
The photo above shows the construction of a five-ply wood veneer door and how the components are assembled. The five-ply wood veneer door features HDF crossbanding on both sides of the door.
Three-ply construction is also available for HPDL doors but does not include the HDF crossband of the five-ply construction, therefore the laminate is adhered directly to the core.
Three-ply HPDL door construction
Hot Press vs. Cold Press
Hot Press
Hot press is the common process for architectural wood doors. The key to consistency is the press technology, and the door manufacturer controls all components.
- Hot press controls all steps of the process
- Uniform bond
- Type I glue
- Each door individually pressed
- The hot press provides control
Cold Press
- Cold pressing takes much longer
- Cold pressing cannot produce the quantity or quality than hot pressing does
- The skins for cold pressing are often outsourced
Laminate Door Construction
HPDL doors have the same core options available as wood veneer. Here we’ll take a look at some basic definitions:
- Particleboard: A core product composed of small particles of wood and wood fiber that are bonded together with synthetic resin adhesives in the presence of heat and pressure.
- Stave Lumber: Made with any combination of blocks or strips of wood, not more than 2½ inches (64 millimeters) wide, of one species of wood glued together (in butcher block fashion), with joints staggered in adjacent rows.
- Structural composite lumber (SCL): An engineered wood product that is made by fusing a network of wood strands together with a water-resistant adhesive to produce a strong, solid, and stable product that has true structural properties with excellent screw-holding properties and very high split resistance.
- Mineral core (non-combustible material): A fire resistant core material generally used in wood doors requiring fire ratings of ¾ hour or more. Engineered composite products meeting the minimum requirements of WDMA.3
- Agrifiber core: A core product made from agricultural fiber. Examples include particleboard, medium-density fiberboard (MDF), plywood, oriented-strand board (OSB), wheatboard, and strawboard. Consists of wood or plant particles or fibers bonded by a synthetic binder or resin.4
Additional Construction Features, Considerations, and Repair Options
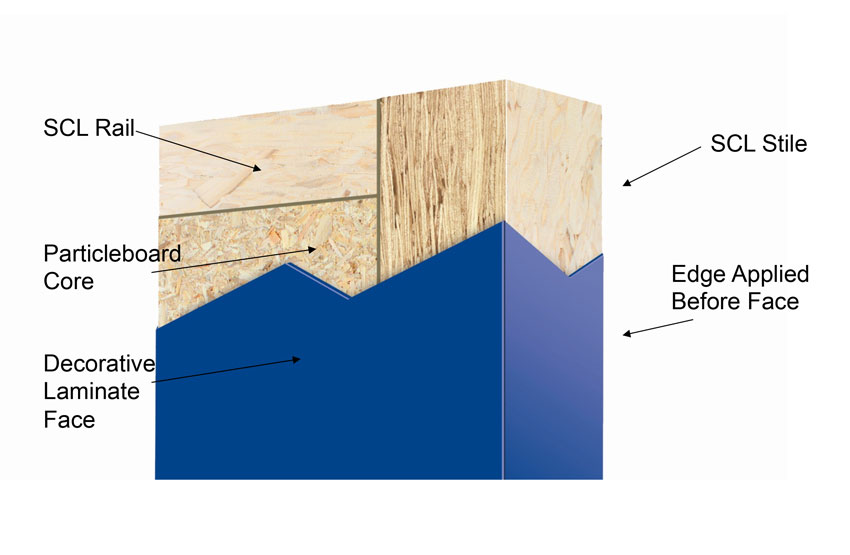
Edge-before-face construction is a construction method that essentially helps protect the most vulnerable portion of the door: the edge. When the laminate edge is applied before the face laminate, it “locks in” the edge laminate and helps prevent chipping. Additionally, the edge-before-face construction method helps minimize the seams for a more attractive appearance.
HPDL doors are typically finished with the same laminate as the face; however, different laminates can be specified for the face and the edge, if preferred. Edges may also be painted or stained to match the face veneer. As mentioned earlier, the door edge is the most vulnerable surface of the door, therefore PVC and stainless steel edge guards can be added to the door to minimize damage to the door in high-impact areas, such as hospitals and schools.
Most manufacturers have the capability to factory machine doors for commercial hardware preparation, which improves the overall quality of the installation. Typically, pilot holes for hinges and face plates are predrilled by manufacturers, ensuring a quick and hassle-free installation at the jobsite. Factory machining also helps prevent splitting of the stiles during the installation process, which in turn saves contractors time and money.
With HPDL doors, the top and bottom rails (surfaces) of the door are unfinished. As a best practice, manufacturers should seal the top and bottom rails to protect against moisture damage (from mopping, school and hospital environments, etc.) that can eventually cause warping. Another option is to manufacture the doors with laminate on the top and bottom rails, which can be done for an additional charge. Another way to protect the doors is to individually polybag the doors to mitigate damage that is possible during transport and while on the jobsite.
If a HPDL door sustains minor chips or scratches, it can easily be repaired on the jobsite. First, the surface being repaired needs to be clean and dry. Then apply a laminate repair product or matching color stick (found in most lumber yards or hardware stores) to the surface and wipe away the excess and allow to set. Available repair products bond mechanically to the laminate surface and dry hard, becoming a permanent part of the laminate surface that resists moisture, detergents, and other products as effectively as the original laminate.
Fire-Rated Wood Doors
Many manufacturers of HPDL doors offer the same fire ratings as wood veneer doors (up to 90 minutes) and extend the same warranty terms. Fire-rated doors meet or exceed life safety requirements while maintaining the visual integrity of the door without sacrificing the project’s design. Also, they’re available with Category A positive pressure fire ratings up to 90 minutes.
Fire-Rated Wood Door Facts
- Category A positive pressure fire doors can have concealed or exposed intumescent.
- NFPA 80 Category A guidelines states, "No additional edge-sealing system required."
- Fire ratings include 20-, 45-, 60-, and 90-minute ratings.
- Fire-rated laminate is not required; all tests are based on general purpose laminate.
Sustainable Design
Architects interested in sustainable building should look for “lean” wood door manufacturers that minimize waste—reusing core material scraps to heat the plant, for example—and a high degree of production waste diverted from landfills. Doors that are GREENGUARD Certified and GREENGUARD GOLD Certified are low-emitting products. Such certified products, along with those that have no added urea-formaldehyde, Type 1 adhesives, or factory finishing with water-based stains, contribute to a healthful indoor air quality. Manufacturers that are FSC Chain-of-Custody (COC) Certified promote responsible forest management. Using doors with agrifiber cores, a rapidly renewable plant-based product, lowers the need to harvest virgin wood materials and reduces pressure on the world’s forests. Wood veneer and HPDL doors have the potential to achieve multiple LEED credits, notably those related to recycled content, regional materials, rapidly renewable materials, low-emitting materials, and certified wood. The best environmental statement that wood door manufacturers can make is to produce a durable product that remains functional throughout the lifetime of the building.
Top Sustainability Facts
- Designers who specify FSC certified wood, recycled content, or rapidly renewable doors can earn points toward achieving green building certification under the LEED systems with HPDL faces.
- The best environmental statement that wood door manufacturers can make is to produce a durable product that remains functional throughout the lifetime of the building.
- Most major laminate manufacturers are GREENGUARD Indoor Air Quality Certified.
Laminate Industry Standards
HPDL Doors Fall Within the Following Industry Standards
- NEMA laminate standards
- WDMA quality performance standards
- AWS & WDMA architectural wood door aesthetic standards
Conclusion: A Summary of HPDL Advantages
Due to their durability and uniformity of appearance, HPDL doors have considerable appeal where consistency is desirable, such as in offices and hotels, restaurants, and other locations where design requirements should remain constant across regional or nationwide franchises.
Today, laminate doors are also recognized for their easy maintenance. HPDL doors are fingerprint resistant, which is a time- and cost-saving benefit, particularly in such facilities as commercial kitchens, school cafeterias, and restaurant settings where food-stained handprints can leave grime that will eventually lead to the need to refinish or even replace the door. Laminate doors can tolerate the general-purpose cleansers and disinfectants used to remove the inevitable handprints and smudges that occur on doors in high-use facilities, including schools and hospitals, as well as the stronger solvents required to remove ink stains, and the industrial-strength cleansers that will eliminate paint and graffiti marks.
End Notes
1"Decorative laminate." Wikipedia. Web. 14 September 2017.
en.wikipedia.org/wiki/Decorative_laminate
2"How We Make Laminate." Wilsonart. Web. 14 September 2017. www.wilsonart.com/sites/default/files/docs/productlib-guides-laminate-how-we-make-laminate-pdf.pdf
3"The Door Glossary." Window & Door Manufacturers Association. Web. 14 September 2017. www.wdma.com/?page=TheDoorGlossary
4"Low-emitting materials - composite wood and agrifiber products." USGBC. Web. 15 September 2017. www.usgbc.org/credits/core-shell/v20/eqc44
Other Resources
McGraw-Hill Dictionary of Architecture & Construction
Robyn M. Feller is a freelance writer and editor specializing in the architecture, design, and construction industry. www.linkedin.com/in/robynfeller

|
Headquartered in Holstein, Iowa, VT Industries Inc. is North America’s leading manufacturer of architectural wood doors, VT
Dimensions countertops, and GeoScapes architectural stone surfaces. The company’s three divisions serve customers from 11
manufacturing facilities strategically located throughout the Unites States and Canada. www.vtindustries.com |