This CE Center article is no longer eligible for receiving credits.
Understanding fabrication and manufacturing improves any architect's knowledge and ability to design better buildings. In this educational article, a focus on the fabrication of glass enclosure systems provides architects and design teams with a helpful understanding of the processes involved and how they allow for specification and erection of buildings incorporating insulating glass units (IGUs) or other glazed assemblies.
An important distinction to make first is how to distinguish single-source fabrication as opposed to multiple-source fabrication in relation to complex products like architectural glass units. Simply put, with single-source production all of the processes are completed for the building product or system “inside the fence” of a plant operated by one legal entity. Following the production of the base material —float glass, for example—all the finishing, assembly, testing, and packing for the product and any related components are handled by that one fabricator. The same fabricator will typically provide both technical and design assistance to architects, glazing contractors, and glazing consultants to ensure the glass products meet the design intent. The finished item is generally warranted by one entity also.
This practice of single-source fabrication has two senses: In supply-chain management, original equipment manufacturers (OEMs) provide components to a final manufacturer or fabricator, who assembles and prepares the marketable item with OEM-made subcomponents. In the architecture field, the focus is on discrete and often important assemblies, such as the insulating glass unit, where performance and accountability are seen as critical to finished building performance.
Single-source fabrication delivers valuable benefits to the construction team. “Why single source?” asks Peter Dawson, a consultant and supply chain expert. “The pros are consistency and single-channel management.” That means rigor and accountability to the building team, for one, as well as schedule and budget control by one vendor, which many corporate and institutional owners prefer. The main drawbacks, Dawson cautions, are summarized as “supply-side disruptions.” For example, if there is a natural disaster that affects a project supplier, it would be preferable to have two suppliers at the ready—with matching products, meeting all specifications and ready to deliver—in the event of an unforeseen delay.1

Photo © Lo Jui-Chin, courtesy of Viracon
Lanyang Museum
Location: Yilan County, Taiwan
Architect: Artech Architects
This works well in the manufacturing realm, but in building construction where most products are “made to spec,” the trend has been to limit the number of suppliers as a strategy to prevent project interruptions and delays.
“The use of a single-source supplier has benefits across the architectural value chain,” says Kevin Anez, director of marketing and product management at Viracon, a glass fabricator. The value chain for fenestration and glass envelope systems is defined as all project stakeholders, beginning with the owner or real estate developer and its design team—architect, engineers, and façade consultant, for example—as well as the involved construction team and glazing subcontractor and, not least, the fabricators and manufacturers.
In this way, the architectural glass value chain extends to primary glass suppliers who operate float glass plants, for example, and regional glass fabricators, which cut, temper, coat, and finish the glass and assemble it into final, installation-ready products, Anez explains. There are also commercial glass fabricators of national and international scale, which provide the same types of services and hold a relatively large market share.
Savvy architects and owners who build frequently favor a single supplier or manufacturer for building systems where quality is important or where performance is essential—or both. The number one sourcing benefit and architectural concern is quality control, though reduced coordination among building product manufacturers (BPMs) is a benefit in both the design and construction phases. In addition, simplifying the supply base can help reduce transportation costs, which cuts energy use in the construction phase.

Photo © Brian Savage, courtesy of Viracon
Inside a glass fabricator facility in Owatonna, Minnesota, an interlayer is applied during the
laminating glass process.
Single-Source and Performance
Single-source fabrication—not to be confused with sole-source specifications—can provide improved control of many variables that contribute to aesthetics, building durability, occupant comfort, and operational costs. The impact of recent trends in building design imply stricter requirements for glazing and IGU performance in such areas as:
▶ Energy control. Such advances as low-emissivity (low-E) coatings, graduated patterns, and triple insulating units have served more rigorous energy codes and green building goals.
▶ Larger enclosure units. Increased size capabilities have followed the trend among many architects to specify larger glazed openings to increase daylighting and views or mainly for a “glass box” aesthetic effect.
▶ Ceramic frit and low-E coatings. To meet a particular design vision without sacrificing performance, glass treatments can now combine low-E coatings with ceramic frit or ink options as well as silk-screening and digital printing.
▶ Sustainability and codes. In addition to LEED and other certifications such as Living Building Challenge, energy codes have stricter requirements for enclosure U-value, for example, complicating the design challenge.
There are other considerations, of course. For example, building design criteria begin with basic aesthetics—punched openings, for example, or ribbon windows or curtain wall. Then architect and client consider what the glass itself should look like: transparent (neutral), opaque, colored, or a combination of those? These choices may work together by coordinating a palette of glass colors for transparent and spandrel sections, as well as silk-screen patterns such as lines or dots and perhaps even the colorful graphics achievable through digital printing.
Then there are basic envelope performance requirements (see “Four Key Metrics” on the previous page). These include solar heat gain coefficient (SHGC), visible light transmittance (VLT), U-values, and sound transmission class (STC), as well as the light-to-solar-gain ratio, abbreviated as LSG, which is the ratio between the SHGC and VLT. These are among the factors that affect occupant comfort, too—heat and cold near the building perimeter, for example, and the potential for glare from direct or reflected sunlight. In general, however, glass is appreciated for bringing in the outdoors, so to speak, as well as sunlight and views.

Photo © Hoachlander Davis Photography, courtesy of Viracon
United States Coast Guard
Location: Headquarters (USCG), Washington, D.C.
Architect: Perkins+Will; WDG Architecture
Insulating Glass Unit Performance
In terms of IGU performance, the primary performance considerations that have led to increased reliance on single-source production are structural capabilities—especially for larger units—as well as techniques for controlling solar performance. For the former, the glazing contractor must deliver unitized glazing products in aluminum or steel frames that meet key performance standards including tests for static structural load, air and water infiltration and, for hurricane-resistant glazing systems, impact resistance and cyclic loading.
Yet even before the framed glazing is tested, the fabricated glass itself must demonstrate the proper levels of performance as either heat-strengthened or fully tempered flat glass material, as defined in the standard specification ASTM C1048, or as a laminated architectural flat glass, defined in ASTM C1172. These two specifications are important touchstones for glass used in general building construction.
▶ ASTM C1048 includes coated and uncoated glazings as well as spandrel glass with one ceramic-coated surface and both transparent and patterned glass, whether they are heat-strengthened (HS) or fully tempered (FT). It requires that “all fabrication, such as cutting to overall dimensions, edgework, drilled holes, notching, grinding, sandblasting, and etching, shall be performed before strengthening or tempering and shall be as specified,” according to ASTM International.
▶ ASTM C1172 is a specification standard for the quality requirements of cut panels for laminated glass, which “consists of two or more lites of glass bonded with an interlayer material for use in building glazing.” A number of interlayer materials can be used with varied numbers and thicknesses of glass plies for such applications as safety and security needs, detention facilities, resistance to hurricanes and cyclic wind loading, blast- and bullet-resistant settings as well as places requiring reduced sound transmission.
Another important test is ASTM C1376, Standard Specification for Pyrolytic and Vacuum Deposition Coatings on Flat Glass, which covers all the “optical and aesthetic quality requirements for coatings applied to glass for use in building glazing,” according to ASTM International. Both pyrolytic and magnetron sputtering vacuum deposition (MSVD) coatings are used for applying low-E coatings to glass to improve building energy efficiency by reflecting or absorbing infrared light, which is heat energy. Pyrolytic coatings, also known as hard-coat, are applied during manufacturing through chemical vapor deposition (CVD). Vacuum (sputtering) deposition methods, also called soft-coat, are applied off-line by a fabricator, and are integral to single-source fabrication methods.
Both CVD and sputtering are effective techniques to help building enclosures control unwanted heat gain, as measured by SHGC, to improve energy performance and occupant comfort, as well as to reduce unwanted condensation. They are also used to control aesthetic and architectural variables, whether for vision or spandrel glazing or overhead glass assemblies. However, experts in glazing note that sputtering is a highly flexible technique that allows for a wide variety of product options for insulating glass assemblies.
A single-source fabricator tests and verifies—under a single entity—that an IGU meets the minimum criteria in these glass standards. In addition to specifying glazing to meet these critical specs, architects also must consider the aesthetic qualities of fenestration and glazing systems that meet the most rigorous performance needs. Two key drivers of architectural expression are palette and production quality, which are both controlled in the manufacturing and fabrication processes. Palette refers to the color and reflectivity of glass, as well as the application of graphics and design of framing, joints, and other related elements.

Photo © Brian Savage, courtesy of Viracon
Davita World Headquarters
Location: Denver, Colorado
Architect: MOA Architecture
Summarizing Single-Source
Without doubt, single-source fabrication provides a consistent process for these design variables. Yet many building products and systems will be produced so architects and project design teams must recognize the challenges to best design the envelope and administer the construction phase.
Multiple-source manufacturing or fabrication involves more than one site or supplier in the process chain, meaning responsibility for delivery schedule and cost are spread among various entities. While this can benefit continuity if a fabricator's operations are disrupted by a natural disaster or other loss, it also means that quality control and accountability are shared among different companies, which may not be desirable. Some architects contend that fewer manufacturers and fabricators in the chain can ease callbacks and reduce construction defect claims (CDCs).
The benefit of working with a single source glass fabricator is having a single warranty for the IGU vs the possibility of having multiple warranties from multiple companies. Clearly when it comes to warranties, simpler can be better. Yet there are other benefits of sole-source manufacturing of architectural products. For glazing systems, for example, pre-tempering glass panels may be preferable to post-tempering. Heat treating glass that has already been coated can create more process variation, and therefore provide a greater challenge to controlling glass aesthetics.
Other benefits of reducing the number of glass fabrication sources for IGUs are that all processes are completed in one facility. Quality controls by one producer can help keep uniform key performance variables, such as glass color across a façade. Supporting those quality levels is proper adherence to manufacturing standards such as ISO 9001, and the availability of detailed information for life-cycle costing, toxicity levels and environmental product declarations, or EPDs.
Glass Manufacture and Fabrication
The process of creating architectural glass includes a number of basic steps, generally sequenced this way:
Float
Cutting
Special fabrication
Fritting and inking
Heat treatment
Coating
Assembly processes
The manufacturing of architectural glass begins at the float glass plant with a batch, as does any flat glass product. But how the glass is produced and what happens while it is made and cut—and how it is introduced into an IGU assembly—can vary greatly, and the resulting products, in some cases, offer differing performance attributes.
Typical glass batch composition is a variant of the basic soda-lime-silica formula that has remained essentially unchanged for decades, according to the U.K.-based Society of Glass Technology.2 Silica sand typically accounts for about 60 percent of the batch. Lime, and sometimes dolomite, help strengthen the final product, while soda (and in some formulas, sulfate) reduce the melting point of the batch. Recycled glass left over from the manufacturing process, called cullet, is also frequently included in batch composition. Like soda and sulfate, the cullet lowers the mixture's melting point, which in turn reduces the energy consumed in the process. Furnace temperatures run typically at 2,900°F; drawing a sheet of molten batch either vertically or horizontally from the furnace, at a temperature of about 1,900°F, produces flat glass to be cooled and cut.
Glass manufacturing starts with the float process: the ribbon of batch is poured onto a layer of molten metal, usually tin, in order to achieve a uniform thickness and optically flat surfaces. For thinner sheets of glass, top rollers are applied to gently stretch the float. Rollers also guide the float into an annealing chamber—where it is annealed, or heated to improve certain characteristics, including to help prevent distortions in the surface. Edge trimming eliminates the only indentations left in the new glass, and the byproduct of this process is the cullet. For precision and edge strength, cutting the sheet is frequently performed with diamond-edge or laser technology.
Heat Treatment
Fabricators often apply some form of high-temperature treatment, heating the annealed float glass and then air-quenching it, which imbues the final product with added strength. There are two types of treatment, shown in Table 1: heat-strengthening and tempering.
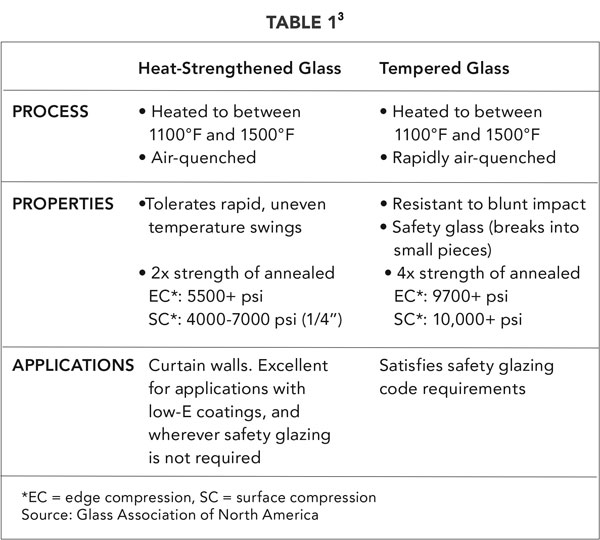
It should be noted that tempered glass sometimes shatters spontaneously because of the expansion of nickel-sulfide particulates in the batch. Heat-soak testing, offered by some single-source fabricators, can reduce this likelihood significantly. Heat soaking is a process of heating the glass to a specific temperature for a specified time in a specially designed furnace. When glass is heat treated, these nickel-sulfide inclusions or impurities from the float process undergo a phase change as a function of time and temperature. If located near the central tension core of the glass, the expansion of these inclusions may provide sufficient stresses to produce spontaneous breakage. The inclusion expands at a rate greater than the glass and literally causes the glass to break from within and may evacuate the frame of the opening. When tempered glass is heat soak tested, the glass is placed in a furnace and subjected to temperatures of 554°F +/- 18°F and held at a dwell time of 2 hours. Temperature controls are established when the hold time or dwell time begins. The dwell time at peak temperature is another critical factor in the heat soak process.
This process greatly reduces the risk of glass breakage due to nickel-sulfide inclusions (NiS).4 The cost of the testing offered by fabricators is relatively minor compared to the cost of replacing glass in the field, justifying the investment.
Additional Manufacturing Processes
Beyond heat treatment there are several other common techniques and methods for finishing the primary glass fabrication process, many of which can be handled by a single-source fabricator of insulating glazing units. The main processes of interest to architectural specifiers include:
▶Laminating. An interlayer is sandwiched between two glass lites, and the layers are fused under heat and pressure. The resulting panels will remain in the opening's frame if the glass breaks, so this product qualifies as safety glass. Different interlayers are available, and each offers unique properties and capabilities.
▶ Coating. As noted in ASTM C1376, various methods are used to coat glass to achieve desirable aesthetic and performance properties. To address energy requirements, glass can receive a layer of ultra-thin metallic coating. There are two major categories:
· Sputter coat applied by MSVD allows for multiple, uniform thin coats and is a key process for single-source fabrication of insulating glass units. It also allows for a wide variety of fabrication processes that are desired by architects and end-users to enhance building aesthetics and performance.
· Pyrolytic coating is applied by CVD during the float process, making it a durable product. However, pyrolytic glass is limited by number of thicknesses and color options.
▶ Painting. As opposed to ultra-thin metallic coatings, paint layers on architectural glass are visible to the naked eye. Painting can be rolled on, as with spandrel glass, or applied with silk-screen or digital printing technology for areas of a facade where people will view the glass from both the interior and exterior. The latter two methods can produce bold aesthetics, customized patterns, and artistic results. Spandrel and silk-screen products use ceramic frit and offer limited color choices. Digital printing uses a ceramic ink offering more colors and having a lower viscosity than ceramic frit.
With silk-screen printed imaging, ceramic frit is forced through a mesh screen onto the glass surface and fired into the glass. Digital printing techniques are directly applied onto the glass and allow for multiple colors and more detailed imaging. Screen printing may be useful for replicating standard patterns in a limited color offering, but digital printing can offer more colors and highly customized designs.5
▶ Insulating. Insulating glass units contain two glass components that are separated by a hermetically sealed space may contain air or argon gas for added thermal performance.
▶ Special fabrication. To create glazing products for special applications that require shaped, curved or nonrectilinear edges or special penetrations (or both), a single-source fabricator will have capabilities for precision-cutting of holes, notches, cutouts and specialized edgework.
Manufacturing
There are innumerable configurations of glass units, depending on the desired performance and other project constraints. Savvy architects consider all of the potential variables to optimize their specification for a building project. In this way, it is valuable to break down the various component categories and related processes used in creating IGUs, whether by a multiple-source supply chain or a single-source fabricator.
The key categories to consider in project design include substrates, insulating type, coatings, laminate, and printing technique. (See “Fabricating the IGU” on the next page.)
There are a number of other technologies and materials that are incorporated into an IGU. Sealants are critical, for instance, and IGUs are often constructed with two types in combination. The primary seal is typically polyisobutylene (PIB), used to prevent moisture transmission into the air/gas space. The secondary seal is typically silicone, the adhesive properties of which hold the IGU together. Fabricators may offer sealants in black or grey.
Spacers, typically available in color choice of black or mill finish, can be made from stainless steel, aluminum or composite materials—the choice of which depends on desired performance attributes. The standard spacer fill is air, but argon is also available from most fabricators, for increased thermal performance.
Assembly
IGU assembly is crucial to performance, and for this reason many glass system experts and façade consultants will recommend working with a single-source fabricator to reduce the possibility of error. Perhaps most important is the exterior outboard lite. This lite faces wind, weather, sun, impact and more on its exterior surface, called the #1 surface. The interior surface, #2, most frequently receives the low-E or reflective coating, and is also the preferred surface for applying ceramic frit. The #3 surface can also serve as coated surface, and even #4 may be used when there is a third lite, as in triple-glazed units.

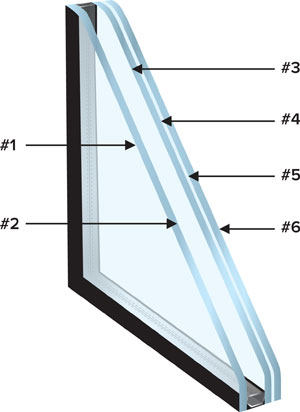
Images © courtesy of Viracon
Left: Different glass lites must
be coated and
strengthened properly for
best IGU performance.
This section shows
a corner of a triple
IGU. Right: This IGU is an insulating laminated unit, and the laminated lite is shown on the inboard side of the unit.
(Note that laminated glass, though it may appear optically to be monolithic, for the purpose of glass surface nomenclature and sequencing is considered to comprise two separate lites. So laminated glass used as an interior lite—called insulating laminated—bears the #3, #4, #5 and #6 surfaces.)
Applying the coating on the #3 glass surface instead of the #2 glass surface can significantly impact solar management and thermal performance. (According to experts, the #2 surface is optimal for commercial and institutional buildings.) Keeping the supply chain short can help to manage the process and avoid costly mistakes.
Specifications should consider the possible interactions between IGU components, and other fenestration and enclosure systems. Single-source fabricators tend to be helpful in this regard as they can offer architectural and technical services that help architectural teams select the right products for their buildings.
Understanding the Limits of Fabrication
A number of challenges face the architect in designing buildings with enclosure glazing systems. Some are endemic to the manufacturing choices specified or implied by the design team.
One important concern is roller-wave distortion, the imperfections and waviness caused by some process variables such as heat, temperature, speed through the fabricator's oven, and quenching, or cooling of the outer surface of the glass. Roller-wave distortion will occur in tempered glass. These flaws can create highly visible distortions in the reflections on glazing units. This is not avoidable.
Fabricators and installers of glass units should be able to reveal their tolerances for distortion and localized warp. A typical rule of thumb for ¼-in. rectangular glass is a warp tolerance of 1/32 of an inch (about 0.8mm) over any 12-inch span (305mm).6 This is a good visual specification, and it is about half of what is called out in ASTM C 1048, Standard Specification for Heat-Treated Flat Glass. This minimum manufacturing standard is met with a tolerance of 1/16 inch over any 12-inch span.
Size Limitations for Glass Units and IGUs
A benefit of recent manufacturing technology has been the increase in insulating and monolithic glass panel sizes, shapes and designs that are achievable for practical architectural application. Architects around the world have seen buildings with more glazed area, more transparency, and greater views and natural light penetration. With many building designs incorporating the largest possible glass sizes, there is a growing in demand for more glass. But what constrains them? Is size potential unlimited?
In fact there are clear limits to the trend. A variety of fabrication processes by their very nature have carefully engineered thresholds on the size of glass units. These include several areas in the production and cutting of raw float glass, as well as downstream coating, heat-treating, laminating and printing processes. Laminating, for example, is a process completed in an autoclave to remove any air pockets that may form within a sandwich of two glass panels and the PVB interlayer; autoclaves are industrial-sized “pressure cookers,” says Viracon's Anez, and their sizes are limited.
In addition, the assembly of IGUs places boundaries on maximum dimensions, too. Size is a function of four variables: glass width, height and total area, as well as weight. Depending on the fabricator, an architect may specify given sizes based on maximum height or total area—but, in many cases, not both. Suffice it to say that most fabricators can meet one or the other maximum, but not all of them at once. Square footage and weight are generally limited by the fabrication processes and the equipment required to move the glass panels. There are also limitation for various processes, such as silk-screen. Used in combination, these processes listed above put further constraints on size.
Size capabilities for some architectural glass fabricators—without a major retooling of production methods or incurring significant costs—include glass lites of thicknesses between 1/8” (nominally 3mm) to 3/4” (about 19mm). These glass panels are used in sizes of approximately the following:
▶ Standard units of up to about 70 square feet, not exceeding 84” wide or 144” high (or 2.13 or 3.66 meters), weighing no more than 750 pounds (about 340 kilograms).
▶ Oversized units, also called premium units by some fabricators, can achieve sizes up to 96” wide or 165” high (2.44 or 4.19 meters) and weighing up to 1 U.S. ton, or 907.2 kilograms. These largest glazing units almost always require a technical review of the project to ensure the architect's specifications and design conform with applicable standards and codes and will perform safely under all anticipated conditions.
In addition, there are other processes that can limit the size of monolithic glass and IGUs, including insulating, which requires the permanent joining of glass lites into stable and often gas-sealed pairs or triples. Another limit on glass panel size for glazing units is called fourth-surface low-E, where the low-emissivity coating is applied to the #4 surface of the glass unit.
Though the #4 surface low-E product may limit the size of IGUs, “Many window fabricators are using this technology to achieve very low U-value ratings which they can post on their NFRC labels and consequently compete in a thermal performance league usually reserved for windows made with triple-pane insulating glass construction,” as Jim Plavecsky recently wrote in Door & Window Market magazine.7 As Plavecsky notes, these glass units also reflect radiant heat from the building interior back into the indoor spaces, so care must be taken to ensure that during winter conditions the assemblies will not lead to undue condensation.
Another process that can predetermine the maximum size of a glazing unit is RF shielding, an applied coating or film that prevents electromagnetic interference (EMI) and radio frequency (RF) propagation through the enclosure. “This capability has been incorporated on projects to protect data against breaches,” says Viracon's Anez, “including sensitive government projects and even private-sector buildings where security or privacy are critical matters.”
Sizing capabilities for glass fabricators will vary as it depends on manufacturing limitations. However, a maximum width for glass units will range from 84 in. – 96 in. A maximum height for glass units may range from 144 in. – 165 in. Most fabricators cannot always achieve both the stated max width and height as the maximum unit size is also limited by total square feet and total weight. Processes such as spandrel, silk-screen, digital printing, heat treatment, coating, and point supported products may dictate other minimum and maximum size limitations.

Photo © Tom Heidrick, courtesy of Viracon
Cancer and Cardiovascular Research Building - University of Minnesota
Biomedical Discovery District (BDD);
Location: Minneapolis, MN
Architect: Architectural Alliance; Zimmer Gunsul Frasca Architects
Knowing the Components of an IGU
The specification of insulating glazing technologies may require multiple fabricator sources, such as those requiring highly specialized processes for unique shapes, sizes, configurations and applications. In most instances, however, a single-source fabricator can be identified, and thanks to their integrated fabrication processes and reduced transport and coordination they are likely to provide a highly dependable and cost-effective product. The single-source supplier may also be the most comprehensive resource for IGU information and product support.
This is due in no small part to the demands placed on today's architectural project teams to meet high-performance and green design criteria while also juggling the many specialized manufacturing techniques that contribute to the ultimate glazing solutions. But the challenges are also inherent to the complex interactions of IGU components.
The building team must be as familiar as possible with the composition of glazing units in order to design and specify the building enclosure properly and also to make an informed choice between single-source fabricators and an alternative requiring two or more fabricators. Among the components requiring the most careful scrutiny are:
Insulating capabilities. With glass offering little in the way of intrinsic insulative property, architects strive to achieve an optimal enclosure U-value or ideal window-to-wall ratios to balance benefits like natural daylight with challenges like heat loss (and solar heat gain). Glazing becomes better insulating only by adding:
(a) components in the float—the results of which are quite limited and often negatively impact light quality and visibility—or
(b) air or gas space.
When at least one air/gas space is included—with no coating—the results are immediate and striking. Consider an uncoated monolithic design: the single 1/4” lite provides a mere 1.02 U-value and a SHGC of 0.82. If the design calls for a second uncoated lite and a 1/2-inch air gap between them—creating a basic kind of IGU—the U-value is cut by more than half to 0.47 while the SHGC also improves significantly to 0.70.8
Such gains are vital to optimizing building performance, but are highly dependent on the proper construction of the IGU. In the case offered, a U-value of 0.47 leaves a great deal of room for improvement, so fabricators and building teams look to coatings and other technologies, each of which adds complexity to the manufacturing process.
High-performance coatings. Pyrolytic and sputter coatings were introduced into the float process in order to manage heat-flow emissivity, explaining why the term low-E (for low emissivity) became almost inextricably paired with the word “coating.” The most common drawback of this first generation of coatings was a reduced visible light transmittance (VLT). But currently available technology can provide additional benefits of solar management, filtering radiation like infrared or short-wave more selectively and thereby offering a higher VLT.
The benefits of coating are clear and compelling: A basic low-E coating on the inside of the outboard lite (Surface #2) in the IGU configuration described above would achieve a 0.29 U-value and a 0.38 SHGC, a reduction of 38% and 46%, respectively.9
Laminated glass options. Sandwiching the PVB interlayer between two lites and bonding the layers with heat and pressure—laminated glass—offers a range of benefits depending on the specific configuration and choices of coatings, printing and more. The result can be safety glass, acoustically insulating glass or UV-reducing glazing, or a mix of these types.
Panels of laminated glazing can be used in IGUs, and insulating-laminated configurations typically have the laminated lites on the inboard side, an approach recommended when specifying for acoustic and solar performance. For safety performance, such as in hurricane zones, insulating laminated is typically preferred, placing the laminate inboard. Solar management coatings will most often be placed on the inside of the outboard surface touching the gas/air space. (The #2 surface for insulating laminated, the #4 surface for laminated insulating.)
Triple-insulating units. Adding a third lite and a second air/gas space certainly delivers next-level thermal performance to the base example given above: a 0.30 U-value (versus 0.47) and a 0.60 SHGC (versus 0.70), without coatings or interlayers.10

Photo © Tom Heidrick, courtesy of Viracon
Duluth International Airport
Location: Duluth, MN
Architect: Reynolds, Smith & Hills, Inc.
Triple-glazed IGUs can be costly, however, and for this reason they are still a rarity. Energy-minded owners and architects have been using them in Northern climates, where they achieve the highest energy savings. Single-source fabricators are seen by many as best positioned to understand how to achieve cost-effective triple-glazing performance and rapid return-on-investment, as well as to advise project teams on lower cost alternatives with comparable performance.
Silk-screen and digital printing. To combine performance and truly unique aesthetic expression, fabricators can apply frits: diffuse patterns of ceramic or glass batch (dot and line patterns are standard), fired and baked onto the glass substrate during production. Using a silk-screen in this process can achieve bold, highly visible and even customized patterns.
Frit is typically used to reduce solar heat gain. Single-source fabricators often suggest combining a silk-screen frit with a low-E coating on the #2 surface to achieve desired performance. Applying a 20% silk-screen coverage to surface #2 may reduce the solar heat gain coefficient by approximately 13%.
11

Photo © United Architectural, Matt Soltis, courtesy of Viracon
Bridgestone Corporate Headquarters
Location: Akron, OH
Architect: Sol Harris/Day Architecture
Spacers and sealants. Just as brick is only as good as the mortar, the latest and best technologies in glass fabrication depend upon correct treatment of the edges. Spacers, the components that provide space between the lites, must be specified and detailed exactly in order to achieve optimal performance. Certain materials are not thermally broken; in other words, they conduct heat and cold more readily than others, reducing the IGU's insulating properties.
Durability is also crucial: certain materials may become damaged with age, pressure, and in the case of high-rise construction, variable wind loads that cause enclosure assemblies to shift frequently. Spacers that cannot endure such conditions may lead to reduced glazing system performance over time and more frequent replacement of glazing than should be necessary.
Edgework, cutouts, and holes. IGU fabrication requires a high level of precision, especially at the joints and edges. Single-source fabricators frequently offer reliable results based on their use of powerful, precise cutting and drilling tools. Just as properly honed edgework is crucial to the successful seating and sealing of IGUs into spacers and frames, so is accuracy and experience in cutting notches and cutouts and drilling holes for specialized applications.
Glazing units with holes for point-supported structural glazing systems can perform just as well as uninterrupted glazing units—if all component interactions are managed well and all cuts and edges accurately made and properly finished. In fact, they may have improved thermal performance as a result of the reduction of heat transfer because there is less metal around the edges of the glass units—a distinct advantage of point-supported glass designs.
Other Considerations for Today’s Glazing Units
Client goals and best practices introduce additional demands on the design, fabrication and installed performance of glazing units and IGUs.
For instance, a project tracking LEED certification will need to balance thermal performance against other green design considerations, such as recycled and recyclable materials composition. Points won for reduced energy loads might be offset by high embedded energy based on a product life-cycle assessment, or LCA.
C.C. Sullivan is a marketing and content consultant specializing in the AEC industry.
 |
Viracon, the nation’s leading single-source architectural glass fabricator, is based in Owatonna, Minnesota, and has facilities in Statesboro, Georgia, St. George, Utah, and Nazaré Paulista, Brazil. Viracon produces high-performance glass products, including tempered, laminated, insulating, silk-screened, digital printing, and high-performance coatings, for North American and international markets. The company is a subsidiary of Apogee Enterprises, Inc. (NASDAQ: APOG ). Apogee, headquartered in Minneapolis, is a leader in technologies involving the design and development of value-added glass products and services. For more information, visit
www.viracon.com. |





