This CE Center article is no longer eligible for receiving credits.
Designing a building facade, whether commercial, residential, new, or retrofit, can be both artistically enjoyable and technically complex. While part of any series of facade studies looks at the relationships between glazed and opaque areas, the planar and three-dimensional aspects of the building, and the overall building image being created, the specific materials used to create the facade can influence the design process as well as the outcome. Similarly, when the performance characteristics of the facade are being addressed, a host of issues come into play that can overtake the effort expended on glazing options. These include things like noncombustibility, insulated wall assemblies that address thermal bridging, pressure equalization of facades, and other technical issues. From a materials standpoint, the outer surface, or cladding, needs to demonstrate integrity and durability, ease of detailing, manageable weight, and general code compliance. While many traditional materials have been used on facades for centuries to address this variety of design issues, new building technologies and owner requirements have prompted the need for new materials to be considered too.

All images courtesy of Neolith by TheSize Surfaces
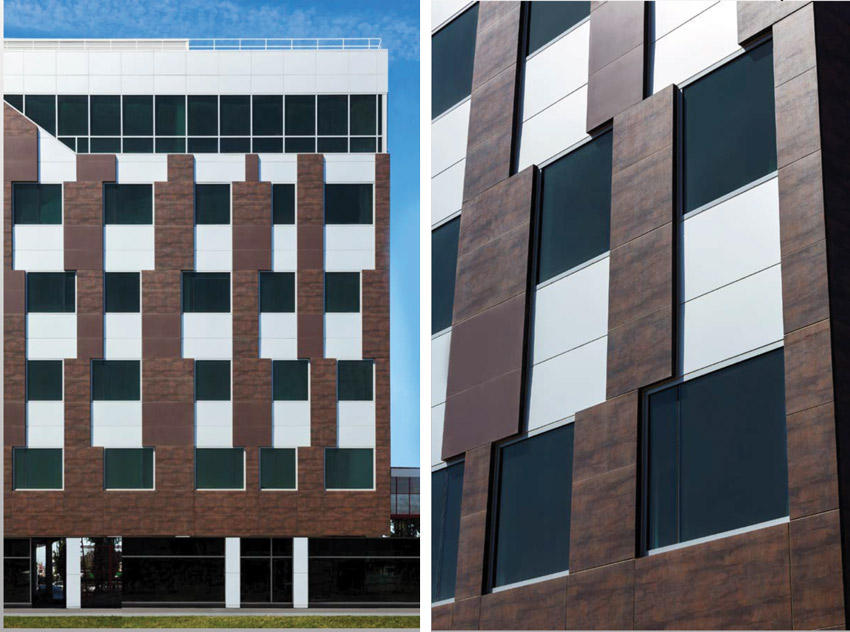
Building facades using sintered stone help create lighter, stronger, more durable, and more sustainable buildings with a full range of design and performance capabilities.
Sintered stone is an excellent example of such an emerging product that is being discovered by architects around the world for use in building facades. With an array of impressive characteristics, sintered stone helps create lighter, stronger, more durable, and more sustainable buildings. As a product choice, it can provide the artistic appeal, technical performance, and sustainability for green construction to satisfy the wide range of needs for successful facade design. In this course, we will explore what sintered stone is and how its unique characteristics are quickly making it a very popular choice for all types of buildings, particularly those that are green and sustainable.
What is Sintered Stone?
Sintering is a well-known method for creating objects from powders, including mineral, metal, and ceramic powders. As such, sintering has been traditionally used for manufacturing ceramic objects, but there are common applications found across many industrial fields. The study of sintering and of powder-related processes is known as powder metallurgy and is well established. It is basically the process of using natural materials in powder form and processing them, usually under heat, pressure, or both, to create a desired product.
Looking more closely, sintering is based on atomic diffusion of particles, which occurs most quickly at higher temperatures. The atoms in powder particles diffuse across the boundaries of the particles, fusing them together and creating one solid piece. A simple observable example of sintering can be seen when ice cubes in a glass of water adhere to each other. The edges of the ice cubes, although not powder, can become irregular in the relatively warmer water surrounding it. The water atoms in each of the adjacent ice cubes react and bond together, creating one combined mass, even though they were originally separate.
Applying this same process to sintering stone produces a thin, lightweight, and very strong material with properties similar to but more advanced than porcelain ceramic tile. The difference is that sintered stone products are made from selected natural minerals with minimal amounts of water. This combination of powdered minerals densifies first under pressure and then becomes nonporous during firing at temperatures below the melting point of the minerals. The powder particles thus bond together due to the applied pressure and heat, which force all surfaces of the particles to be directly connected to all of the surfaces of the adjacent particles, initiating the atomic sintering to create one mass with a very dense and strong end result.
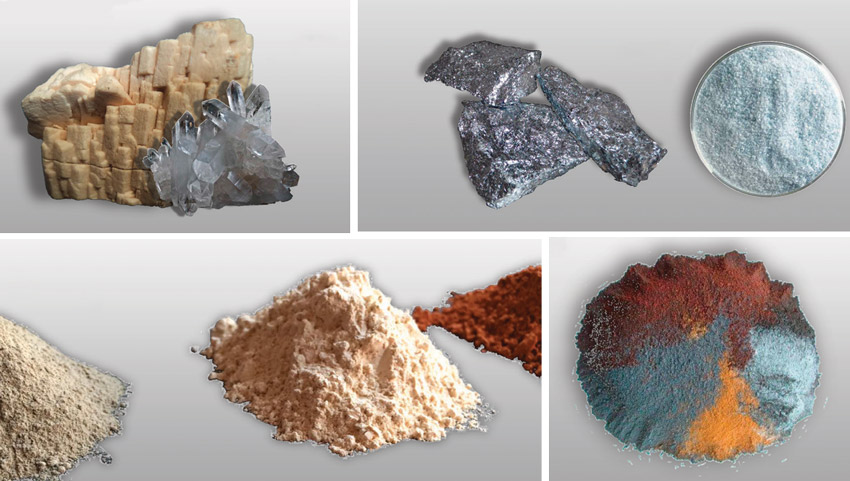
Sintered stone is made of all natural ingredients, including granite materials (quartz and feldspar) for hardness and strength, silica and glass minerals for chemical stability, clay minerals for adhesive properties and whiteness, and natural pigments for chromatic properties.
Manufacturing Sintered Stone
Regardless of how sintered stone is ultimately used, the basic manufacturing process is the same. There are some variations, of course, to produce slightly different end products, but they all start with raw materials, move to a pressing process, are fired in a kiln, and then are put through final product fabrication. We will look closer at these four steps in the following sections.
Raw Materials
Sintered stone typically requires a combination of different materials mined or sourced from different locations. Four specific groups of natural materials are selected based on their ability to provide certain desired characteristics. First are granite minerals such as quartz and feldspars, which are used to provide hardness and strength. Second are silica and glass minerals, which add chemical stability. Third are clay minerals, which contribute adhesive properties and whiteness. Fourth, in order to create different colors or chromatic properties in the final product, natural mineral pigments of different types can be used. Once all of these ingredients are located and mined, they are transported to the manufacturing facility where they are separated and stored until ready for processing. Since these are all natural materials, they can contribute to a green and sustainable design in the context of environmentally responsible mining practices.
Pressing Process
With the raw materials ready and stored at the manufacturing plant, the first step is to process them so they are all reduced to fine powders. These powders are then measured out and mixed into a form until they are evenly distributed to an engineered thickness. The colors and patterns of the sintered stone are directly determined in this mixing and placing of the powdered minerals. Up until this point, everything has been a dry process, but now a very small, predetermined amount of water is added, creating what is referred to as the compact. The mixture is then pressed using a pressing process requiring up to 15,000 psi to properly densify the compact into an unfired slab. Once pressed, it can be further decorated or colored to suit specific design requirements.
Firing
When the unfired slab is ready, it is moved into a large kiln and fired at temperatures below the melting point of the minerals at normal atmospheric pressure. Due to the normal vitrification effects of firing, some limited shrinkage may occur in the slab. Nonetheless, this is the point where the sintering takes place, allowing the material to bond atomically and become nonporous. Note that there is no extrusion involved as is common in other materials. Instead, the pressing plus the kiln heating produce strong, thin slabs on the order of ⅛ inch, ¼ inch, ½ inch, or even ¾ inch when finished. The actual thickness plus the overall face size of the final sintered slab can vary by manufacturer, particularly since many provide metric sizes due to their location in countries that rely on metric measurements. At least one manufacturer, however, offers non-metric sizes in 4-by-12-foot and 5-by-10-foot panels, among others, to match American construction sizes. Once fired, the raw slab will be processed as needed at the factory to cut it to its final size or sizes and smooth the edges. It is then ready for shipping and any final field fabrication.

Sophisticated, state-of-the-art equipment is employed to create sintered stone as a strong, durable engineered product.
It should be noted that handling large sintered stone panels is not much different than handling large glass panels, although the sintered products are stronger. Nonetheless, even with the high flexural strength found in sintered stone, handling should always be done using appropriate equipment. That includes metal frames with mechanical suction cups to support and move the panels safely just like moving glass or stone panels. Handling sintered stone tiles should be treated the same as handling porcelain tiles.
Sintered Stone Properties
Sintered stone panels and tiles provide a high-performance product with superior physical properties that can collectively be described as making them virtually ageless in exposed outdoor applications such as building facades. Some notable properties are listed as follows:
- Thickness options: While ¼-inch-thick (6-millimeter-thick) sintered stone is the most common use for building facades, it is also available in ⅛-inch-thick (3-millimeter-thick) panels, which may be suitable for directly adhering over existing facades. For situations where a thicker panel is needed, it is also available in ½-inch (12-millimeter) and ¾-inch (20-millimeter) thicknesses.
- Size options: As noted, some European manufacturers of sintered stone panels provide only metric sizes. However, it is now possible to find at least one manufacturer that makes panels available in 4-by-12-feet or 5-by-10-feet sizes. These panels can be reduced to virtually any width or length at the factory to suit the modular needs of a particular design. It is even possible to consider some cut shapes beyond squares and rectangles.
- Lightweight: Panels that are ¼ inch thick weigh less than 3 pounds per square foot, while panels that are ⅛ inch thick weigh only 1.1 pounds per square foot.
- Scratch and abrasion resistance: As a dense material, it is scratch and abrasion resistant and quite capable of withstanding even extreme abuse. Sintered stone measures 7.8 on the Mohs Hardness Scale, classifying it as vandal resistant.
- Porosity: The very low porosity of sintered stone (less than 0.08 percent) produces several desirable effects. It is virtually waterproof, meaning no extra sealers are required on the outside surface and graffiti doesn’t penetrate, making it easy to remove. Very low porosity and high density also means exposure to freeze-thaw cycles is not a problem.
- Fire resistance: The all-mineral composition of sintered stone products mean they do not burn in contact with fire nor produce smoke or toxic substances.
- UV resistance: Since the color is 100 percent natural, sintered stone doesn’t deteriorate when exposed to the ultraviolet (UV) rays of the sun, meaning the color and integrity of the surface will not degrade.
- Photocatalytic coating: Recent product developments have produced a coating that is used on sintered stone facades that can combat air pollution by converting nitrous oxides (NOx) to much more harmless substances, such as oxygen and nitrates.
- Easy to clean and self-cleaning: The dense, smooth surface of sintered stone makes it easy to clean all by itself, particularly since it is not affected by chemical cleaning agents. However, by adding a nanotech-based coating, it takes on properties of superhydrophilicity, which allows rainwater to completely spread across the surface and provide self-cleaning facades.
- Environmentally friendly: Sintered stone is made from 100 percent natural materials, meaning it is free of resins, VOCs, and other potentially harmful substances. It is also recycling friendly with up to 52 percent recycled content possible and 100 percent available to be recycled at the end of its service life. An option for an additional treatment also allows the material to actually absorb and break down airborne contaminants, thus directly reducing air pollution.
All of these design attributes have helped to promote its use not only on exterior walls but also in interiors for floor and wall surfaces. The material has even been shown to be hygienic and suitable for food contact, which has also led to its use for countertops and food handling surfaces.
Design Options
From a building design standpoint, the surface of sintered stone can provide the look of natural stone, including replicating natural marble, granite, limestone, or travertine in an array of colors and patterns. It is even possible to specify book-matched or end-matched patterns. It can also emulate other desirable exterior appearances, such as wood in a variety of species and finish colors, tile in a variety of solid or patterned colors, and other materials.
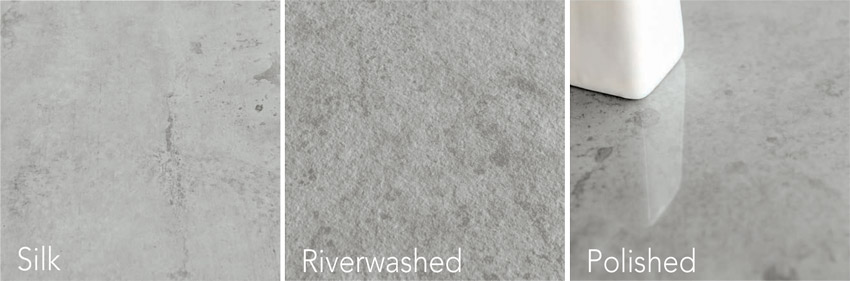
Sintered stone is available in a variety of appearances to simulate stone, wood, and other materials. It is also available in textures of matte or silk finish, a river washed, rougher effect, or highly polished.
Different surface textures are also available to enhance the material appearance or performance characteristics of the facade panels. Such textures include a natural honed surface, a smooth but non-glossy satin/ silk finish, or a more textured river-washed type of finish. For designs calling for a high gloss, a glazed polish surface is available and even a higher smoothness using a nanotech mechanical polish. Combining any of these texture options with the simulated material and color choices can produce stunning facades that are lighter and easier to install than more traditional stone, wood, and other materials.
With all of these high-performance and desirable design characteristics, it is easy to have the misconception that using sintered stone surfaces for a building exterior is expensive. In fact, it is not. It has been proven repeatedly as being very cost neutral when looking at first costs and comparing it to many commodity facade products, including aluminum composite paneling. When considering it over the life of the building and factoring in its anti-graffiti, impact-resistant, and weather-resistant properties, it readily lends itself to being an everyday common-sense solution for many architects and designers. Building owners are also quick to realize its long-term cost saving benefits too when they see that it is completely vandalism proof (scratch, paint/ink, impact) and virtually maintenance free for the life of the building.
Designing a building facade, whether commercial, residential, new, or retrofit, can be both artistically enjoyable and technically complex. While part of any series of facade studies looks at the relationships between glazed and opaque areas, the planar and three-dimensional aspects of the building, and the overall building image being created, the specific materials used to create the facade can influence the design process as well as the outcome. Similarly, when the performance characteristics of the facade are being addressed, a host of issues come into play that can overtake the effort expended on glazing options. These include things like noncombustibility, insulated wall assemblies that address thermal bridging, pressure equalization of facades, and other technical issues. From a materials standpoint, the outer surface, or cladding, needs to demonstrate integrity and durability, ease of detailing, manageable weight, and general code compliance. While many traditional materials have been used on facades for centuries to address this variety of design issues, new building technologies and owner requirements have prompted the need for new materials to be considered too.
All images courtesy of Neolith by TheSize Surfaces
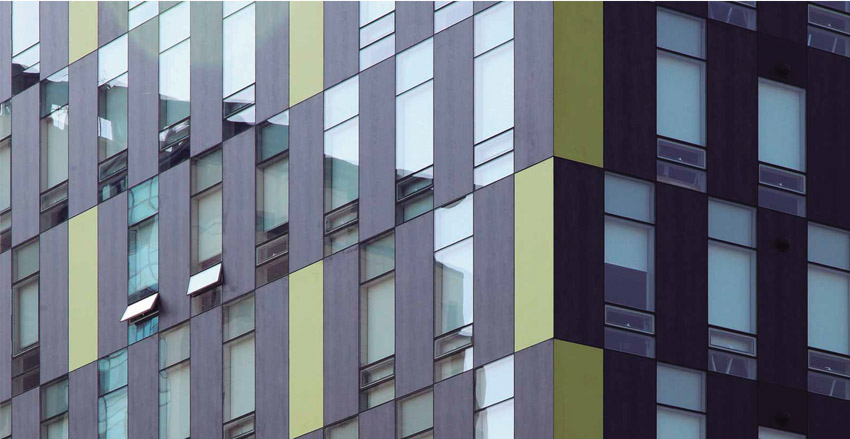
Building facades using sintered stone help create lighter, stronger, more durable, and more sustainable buildings with a full range of design and performance capabilities.
Sintered stone is an excellent example of such an emerging product that is being discovered by architects around the world for use in building facades. With an array of impressive characteristics, sintered stone helps create lighter, stronger, more durable, and more sustainable buildings. As a product choice, it can provide the artistic appeal, technical performance, and sustainability for green construction to satisfy the wide range of needs for successful facade design. In this course, we will explore what sintered stone is and how its unique characteristics are quickly making it a very popular choice for all types of buildings, particularly those that are green and sustainable.
What is Sintered Stone?
Sintering is a well-known method for creating objects from powders, including mineral, metal, and ceramic powders. As such, sintering has been traditionally used for manufacturing ceramic objects, but there are common applications found across many industrial fields. The study of sintering and of powder-related processes is known as powder metallurgy and is well established. It is basically the process of using natural materials in powder form and processing them, usually under heat, pressure, or both, to create a desired product.
Looking more closely, sintering is based on atomic diffusion of particles, which occurs most quickly at higher temperatures. The atoms in powder particles diffuse across the boundaries of the particles, fusing them together and creating one solid piece. A simple observable example of sintering can be seen when ice cubes in a glass of water adhere to each other. The edges of the ice cubes, although not powder, can become irregular in the relatively warmer water surrounding it. The water atoms in each of the adjacent ice cubes react and bond together, creating one combined mass, even though they were originally separate.
Applying this same process to sintering stone produces a thin, lightweight, and very strong material with properties similar to but more advanced than porcelain ceramic tile. The difference is that sintered stone products are made from selected natural minerals with minimal amounts of water. This combination of powdered minerals densifies first under pressure and then becomes nonporous during firing at temperatures below the melting point of the minerals. The powder particles thus bond together due to the applied pressure and heat, which force all surfaces of the particles to be directly connected to all of the surfaces of the adjacent particles, initiating the atomic sintering to create one mass with a very dense and strong end result.
Sintered stone is made of all natural ingredients, including granite materials (quartz and feldspar) for hardness and strength, silica and glass minerals for chemical stability, clay minerals for adhesive properties and whiteness, and natural pigments for chromatic properties.
Manufacturing Sintered Stone
Regardless of how sintered stone is ultimately used, the basic manufacturing process is the same. There are some variations, of course, to produce slightly different end products, but they all start with raw materials, move to a pressing process, are fired in a kiln, and then are put through final product fabrication. We will look closer at these four steps in the following sections.
Raw Materials
Sintered stone typically requires a combination of different materials mined or sourced from different locations. Four specific groups of natural materials are selected based on their ability to provide certain desired characteristics. First are granite minerals such as quartz and feldspars, which are used to provide hardness and strength. Second are silica and glass minerals, which add chemical stability. Third are clay minerals, which contribute adhesive properties and whiteness. Fourth, in order to create different colors or chromatic properties in the final product, natural mineral pigments of different types can be used. Once all of these ingredients are located and mined, they are transported to the manufacturing facility where they are separated and stored until ready for processing. Since these are all natural materials, they can contribute to a green and sustainable design in the context of environmentally responsible mining practices.
Pressing Process
With the raw materials ready and stored at the manufacturing plant, the first step is to process them so they are all reduced to fine powders. These powders are then measured out and mixed into a form until they are evenly distributed to an engineered thickness. The colors and patterns of the sintered stone are directly determined in this mixing and placing of the powdered minerals. Up until this point, everything has been a dry process, but now a very small, predetermined amount of water is added, creating what is referred to as the compact. The mixture is then pressed using a pressing process requiring up to 15,000 psi to properly densify the compact into an unfired slab. Once pressed, it can be further decorated or colored to suit specific design requirements.
Firing
When the unfired slab is ready, it is moved into a large kiln and fired at temperatures below the melting point of the minerals at normal atmospheric pressure. Due to the normal vitrification effects of firing, some limited shrinkage may occur in the slab. Nonetheless, this is the point where the sintering takes place, allowing the material to bond atomically and become nonporous. Note that there is no extrusion involved as is common in other materials. Instead, the pressing plus the kiln heating produce strong, thin slabs on the order of ⅛ inch, ¼ inch, ½ inch, or even ¾ inch when finished. The actual thickness plus the overall face size of the final sintered slab can vary by manufacturer, particularly since many provide metric sizes due to their location in countries that rely on metric measurements. At least one manufacturer, however, offers non-metric sizes in 4-by-12-foot and 5-by-10-foot panels, among others, to match American construction sizes. Once fired, the raw slab will be processed as needed at the factory to cut it to its final size or sizes and smooth the edges. It is then ready for shipping and any final field fabrication.
Sophisticated, state-of-the-art equipment is employed to create sintered stone as a strong, durable engineered product.
It should be noted that handling large sintered stone panels is not much different than handling large glass panels, although the sintered products are stronger. Nonetheless, even with the high flexural strength found in sintered stone, handling should always be done using appropriate equipment. That includes metal frames with mechanical suction cups to support and move the panels safely just like moving glass or stone panels. Handling sintered stone tiles should be treated the same as handling porcelain tiles.
Sintered Stone Properties
Sintered stone panels and tiles provide a high-performance product with superior physical properties that can collectively be described as making them virtually ageless in exposed outdoor applications such as building facades. Some notable properties are listed as follows:
- Thickness options: While ¼-inch-thick (6-millimeter-thick) sintered stone is the most common use for building facades, it is also available in ⅛-inch-thick (3-millimeter-thick) panels, which may be suitable for directly adhering over existing facades. For situations where a thicker panel is needed, it is also available in ½-inch (12-millimeter) and ¾-inch (20-millimeter) thicknesses.
- Size options: As noted, some European manufacturers of sintered stone panels provide only metric sizes. However, it is now possible to find at least one manufacturer that makes panels available in 4-by-12-feet or 5-by-10-feet sizes. These panels can be reduced to virtually any width or length at the factory to suit the modular needs of a particular design. It is even possible to consider some cut shapes beyond squares and rectangles.
- Lightweight: Panels that are ¼ inch thick weigh less than 3 pounds per square foot, while panels that are ⅛ inch thick weigh only 1.1 pounds per square foot.
- Scratch and abrasion resistance: As a dense material, it is scratch and abrasion resistant and quite capable of withstanding even extreme abuse. Sintered stone measures 7.8 on the Mohs Hardness Scale, classifying it as vandal resistant.
- Porosity: The very low porosity of sintered stone (less than 0.08 percent) produces several desirable effects. It is virtually waterproof, meaning no extra sealers are required on the outside surface and graffiti doesn’t penetrate, making it easy to remove. Very low porosity and high density also means exposure to freeze-thaw cycles is not a problem.
- Fire resistance: The all-mineral composition of sintered stone products mean they do not burn in contact with fire nor produce smoke or toxic substances.
- UV resistance: Since the color is 100 percent natural, sintered stone doesn’t deteriorate when exposed to the ultraviolet (UV) rays of the sun, meaning the color and integrity of the surface will not degrade.
- Photocatalytic coating: Recent product developments have produced a coating that is used on sintered stone facades that can combat air pollution by converting nitrous oxides (NOx) to much more harmless substances, such as oxygen and nitrates.
- Easy to clean and self-cleaning: The dense, smooth surface of sintered stone makes it easy to clean all by itself, particularly since it is not affected by chemical cleaning agents. However, by adding a nanotech-based coating, it takes on properties of superhydrophilicity, which allows rainwater to completely spread across the surface and provide self-cleaning facades.
- Environmentally friendly: Sintered stone is made from 100 percent natural materials, meaning it is free of resins, VOCs, and other potentially harmful substances. It is also recycling friendly with up to 52 percent recycled content possible and 100 percent available to be recycled at the end of its service life. An option for an additional treatment also allows the material to actually absorb and break down airborne contaminants, thus directly reducing air pollution.
All of these design attributes have helped to promote its use not only on exterior walls but also in interiors for floor and wall surfaces. The material has even been shown to be hygienic and suitable for food contact, which has also led to its use for countertops and food handling surfaces.
Design Options
From a building design standpoint, the surface of sintered stone can provide the look of natural stone, including replicating natural marble, granite, limestone, or travertine in an array of colors and patterns. It is even possible to specify book-matched or end-matched patterns. It can also emulate other desirable exterior appearances, such as wood in a variety of species and finish colors, tile in a variety of solid or patterned colors, and other materials.
Sintered stone is available in a variety of appearances to simulate stone, wood, and other materials. It is also available in textures of matte or silk finish, a river washed, rougher effect, or highly polished.
Different surface textures are also available to enhance the material appearance or performance characteristics of the facade panels. Such textures include a natural honed surface, a smooth but non-glossy satin/ silk finish, or a more textured river-washed type of finish. For designs calling for a high gloss, a glazed polish surface is available and even a higher smoothness using a nanotech mechanical polish. Combining any of these texture options with the simulated material and color choices can produce stunning facades that are lighter and easier to install than more traditional stone, wood, and other materials.
With all of these high-performance and desirable design characteristics, it is easy to have the misconception that using sintered stone surfaces for a building exterior is expensive. In fact, it is not. It has been proven repeatedly as being very cost neutral when looking at first costs and comparing it to many commodity facade products, including aluminum composite paneling. When considering it over the life of the building and factoring in its anti-graffiti, impact-resistant, and weather-resistant properties, it readily lends itself to being an everyday common-sense solution for many architects and designers. Building owners are also quick to realize its long-term cost saving benefits too when they see that it is completely vandalism proof (scratch, paint/ink, impact) and virtually maintenance free for the life of the building.
Four Types of Building Facade Applications
Recognizing the advantages of sintered stone panels, including their lightweight and highly durable properties, many architects are using them for their facade designs. Construction crews are then finding that they are easy to work with and that large sizes reduce installation time compared to other materials. The use of this thin product means it can be installed over existing surfaces, avoiding demolition and waste disposal in retrofit or renovation projects. It’s very light size-to-weight ratio also means that the supporting wall does not typically need any extra reinforcement; rather, it can easily be installed on conventional light-gauge metal framing wall systems.
With all of this in mind, we will look at four common ways to design and install sintered stone as part of a building facade. Of course, it is always prudent to be sure they are installed per manufacturers’ recommendations for specific types of applications and conditions.
Thin-Set Veneer
In the simplest form, panels can be attached using common thin-set adhesives to create a chemical bond between the sintered stone panel and an appropriate, relatively smooth substrate. This is particularly attractive for retrofit installations where a preexisting, relatively smooth facade is already in place but is in need of updating. Provided the existing material is sound and can be cleaned to receive the thin-set adhesive, then large-sized sintered stone panels can be applied directly over the existing surface, joints, cracks, etc. In new construction, the same process can be undertaken over new exterior sheathing or masonry building materials.
There are a number of benefits of this direct-set installation, not the least of which is the complete lack of any need for mechanical fasteners. The adhesive attachment is done completely on the back side of the panel, which means the panel joints are all that is seen on the face. From a performance standpoint, this type of mounting uses the continuous nature of the chemical-elastic bonding to distribute stress evenly, preventing any concentration of stress in the adhesion surface and minimizing critical points where ruptures could begin. The flexibility of the system reduces or eliminates the transfer of vibrations between materials in contact and helps prevent failure in the connection due to fatigue. The nonconductive properties of such anchoring enables the connection of different types of materials and prevents galvanic corrosion.
Ventilated Rainscreen Systems
A popular building facade design approach is to use a rainscreen system that works on the principle of separating the exterior cladding from the full wall assembly. The space between the two is intentionally designed to allow for air to enter and ventilate the wall as well as allow any water that enters to drain out of the bottom and away. The assumption is that rather than try to completely isolate water from penetrating the exterior cladding, that some water or moisture will indeed get in at some point, so go ahead and plan for its escape. In this case, the cladding is simply the first line of defense against the weather, and the full air- and water-sealed wall surface behind it is the second. Sintered stone can be used quite effectively as a cladding for this type of exterior wall facade.

Sintered stone panels used for rainscreen applications allow water to drain away behind the cladding.
For tall buildings subjected to higher wind loading, ventilated rainscreens need to be looked at a bit closer. Higher wind loads mean more pressure is applied to the exterior cladding, and that can cause problems either to the cladding or the systems behind it. The solution is a pressure-equalized rainscreen, which relies on creating smaller compartments across a facade rather than one continuous ventilation cavity. These ventilation compartments respond independently to constantly changing wind pressure. When wind-driven air enters openings in the bottom of the sintered stone panels and finds no way to exit, the air pressure inside the cavity matches the wind’s pressure and “pushes back” against it, preventing wind-driven rain from entering. If a small amount of rain is driven into the cavity, the same openings allow the water to drain. Since these systems perform well under severe conditions, they can be shown to meet the approval of specific regional regulations, such as Miami-Dade County for hurricane resistance.
Curtain Wall Systems
Curtain walls are a popular means of enclosing a multistory building. In this case, individual wall panels are assembled either in a factory as a unitized system or on-site as a component system. Either way, the completed assembly is secured to the building structure and runs continuously outside of it, passing over columns, beams, floor structure, and other building elements to encase and enclose the building. Most curtain wall systems contain a combination of glazed and insulated opaque sections following the specific design of the architect. The opaque sections could be spandrel glass or some other material appropriate to the design.
Sintered stone panels can be incorporated into a curtain wall system for building facades.
The thin and lightweight nature of sintered stone panels allows them to be readily substituted for spandrel glass or other opaque materials in a curtain wall system, often with the same detailing. The sintered stone panels simply fit into the curtain wall where the glass would have otherwise gone. Further, they can fully conceal and protect the area behind the panels, allowing those portions of the wall to be fully and continuously insulated. All of this allows the building to be constructed in a conventional, familiar manner but with the appearance and other attributes of the sintered stone.
Carrier Support Systems
In some cases, it is desirable to have a full mechanical support system that attaches to a building wall assembly and then receives the sintered stone cladding. This is particularly true for rainscreen installations but can also be desirable in cases where there is not a suitable substrate for attachment. It can also be appealing when an existing building is no longer square and level and a support system can be adjusted to allow for a corrected facade. Either way, the common approach is to use some engineered aluminum extrusions that attach to the building and receive the sintered stone facade panels on the exterior. Such systems can use visible support squares or safety clamps to which the panel edges are secured. With these support square clamps, it is possible to adjust the location of the panel and achieve proper levelling. The support square clamps are secured to the vertical sections of the support system, commonly with stainless steel screws, allowing the panels to be quickly and easily replaced if needed. To ensure the stability of the system, a line of elastic adhesive can be placed all along a vertical T-profile support. This elastic adhesive also improves the system’s reaction to wind pressure or suction and loads since the possible vibrations caused by these forces are absorbed by this adhesive.
Alternatively, there are many cases where using concealed fastening is preferred so that no clips or anchors are visible on the facade. There are several choices in this regard. The first is to use a support system designed to connect to the unexposed rear side of a sintered compact panel. This approach is available from manufacturers based on creating angled grooves in the back side of the panel and securing horizontal aluminum channels into the grooves. In at least one case, this is achieved with a double groove at opposing 45 degree angles (like a dovetail in carpentry terms), where two aluminum profiles are inserted and fixed with structural adhesive to secure the channels to the panels. The connected channels are then secured to the aluminum support system holding up the whole facade. The panels can hang and be levelled either to align with adjacent panels or be staggered without needing to increase the number of vertical supports. In all cases, this method of attachment allows the support system to become invisible due to the concealed fastening and aluminum members. This approach also eliminates the risk of panels separating from the structure in the event of breakage, which is why this system is considered to be among the most secure available on the market. It also allows for easy removal and replacement of panels when necessary.
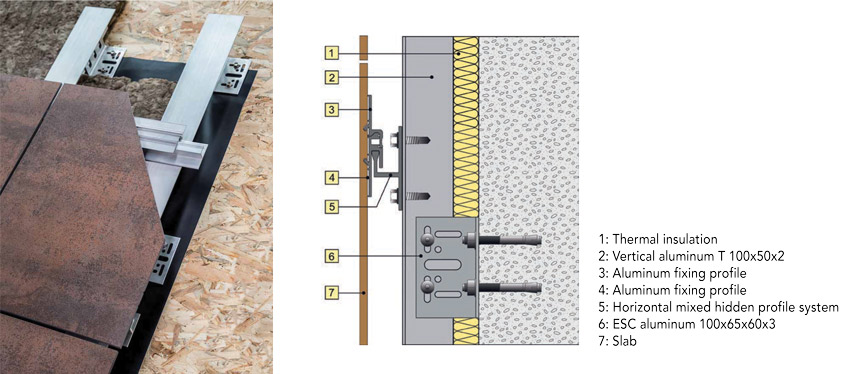
A carrier support system with concealed mechanical supports that is currently available relies on grooves being placed in the back side of sintered stone panels with aluminum support channels inserted and secured.
Green Building Contributions of Sintered Stone Facades
Regardless of the means used to incorporate sintered stone into facades, there are a number of green building and sustainable design contributions that they make. Some of these are fairly straightforward to document using LEED v4 criteria due to their inherent properties and characteristics. These include the following.
Materials and Resources
When looking at a life-cycle assessment (LCA) for sintered stone, several traits help produce very favorable results. First, they are made from 100 percent natural materials (clays, feldspar, silica, natural mineral oxides) that can be sustainably mined and processed. More notably, up to 52 percent of any sintered stone slab can be composed of recycled materials, thus reducing the need dramatically for new materials. From a transportation view, its light weight and standard sizing mean more efficiency and less energy used in transportation. As a long-lasting, durable product that resists UV, weather, and needs little maintenance, it will not likely need to be replaced during the life of the building, creating a very sustainable facade. Further, if it is exposed to fire or high temperatures, it will not emit toxic fumes into the air. At the end of its service life, sintered stone is 100 percent recyclable by reclaiming and reusing the panels or reducing it back to its aggregates.
Indoor Environmental Quality
In cases where sintered stone continues into indoor spaces, indoor environmental quality can be enhanced in several ways. With its near-zero porosity, sintered stone is impervious to absorption, making it a hygienic material that is resistant to bacteria, mold growth, and other moisture-related concerns. Further, since no paints or coatings are needed, there are no VOCs present to emit toxicity into the air. Simplified maintenance also means fewer cleaners and chemicals are needed during building operations.
Exterior Environmental Innovation
As mentioned earlier, there is a significant new coating process available that is being used on sintered stone to reduce outdoor air pollution. The coating uses an additive with titanium dioxide in a nanoparticle-based treatment that can be specified and baked-in during the manufacture of the sintered stone slabs. This treatment provides the ability to actually clean and decontaminate the air around it by destroying airborne contaminants and facilitating the use of rainwater for cleaning.
The concept behind this coating treatment is based on the recognition that building facades become dirty and full of contaminating agents such as nitrogen dioxide that are carried through the outdoor air and accumulate on the surface. The treatment uses the process of photocatalysis in an ongoing chemical reaction between the added titanium dioxide and sunlight falling onto the facade. When sunlight (or some LED lights) shine on the surface, the titanium dioxide particles are activated using the light energy to transform moisture in the air into oxidizing agents. This destroys nitrogen dioxide particles and other contaminant compounds and chemically transforms them into harmless water vapor and salt. This photocatalysis process is repeated millions of times per second until all contaminants are destroyed, meaning the surface is constantly being self-treated and cleaned.
The nanotechnology used for this treatment also creates an exceptionally smooth surface based on super-hydrophilicity properties. That means it causes water to expand across the surface evenly when it rains, allowing water to drag and remove any dirt or other particles. As the water drains away, it leaves the surface completely clean without any water marks. This reduces or even eliminates the need for exterior building cleaning and the use of harmful cleaners.

Titanium oxide coatings used in sintered stone panel facades can make dramatic improvements in air quality around the building.
Overall, the effects of every square meter (10.7 square feet) of titanium oxide-treated facade reduces air contaminants at the same equivalency as taking one automobile off of the road for one year. Four square meters (43 square feet) have the same air-cleaning effect as one mature tree that absorbs and processes CO2 and other contaminants through photosynthesis. Recognizing the significance of these dramatic effects, this treatment process has won awards in the United States and Europe. It has also been used successfully on glass and other materials as well, boosting the surface area of the facade that can help buildings innovatively solve air pollution problems.
Specifying Quality Control
When specifying sintered stone for facades, there are of course numerous choices and specification details to pay attention to. Coordination with manufacturers during the design phases of a project will help gain insight into details, cost drivers, installation requirements, and finish options. However, the November 2017 release of updated standards that apply to sintered stone can help define quality for the products selected and specified.
New TCNA/ANSI standards help define quality control for sintered stone slabs and panels.
The standard was jointly developed between Tile Council of North America (TCNA) and the American National Standards Institute (ANSI). It is a combined publication known as ANSI A137.3—2017 and A108.19—2017: American National Standard Specifications for Gauged Porcelain Tile and Gauged Porcelain Tile Panels/Slabs (Material and Installation Standards). While the tile suggests it is only applicable to porcelain tile, the reality is that it has become the go to standard for sintered stone panels as well. It begins by describing the minimum physical properties and grading procedures for gauged panels and slabs. Gauged means manufactured to a thickness that is specific and largely associated with its installation and use. Panels/slabs are defined as those that are 1 square meter (10.7 square feet) in facial area or larger. This standard provides quality criteria for buyers, specifiers, installers, manufacturers, and the public in general.
Some of the key issues addressed by this standard include:
- Strength criteria for gauged products for different applications
- Thickness accuracy and precision criteria
- Provisions for sampling and visual inspection, considering panels/slabs can be very large
- Wall installation procedures
- Substrate requirements
- Lippage criteria and use of lippage control systems (Lippage refers to differences in elevation between edges of adjacent tile modules.)
- Unique coverage criteria and evaluation procedures
By specifying sintered stone panels and slabs to meet these standards, quality can be assured when they are used on building facades.
Conclusion
Sintered stone provides architects with a notable alternative for creating facades on new and existing buildings of all types. As a durable product manufactured from all natural materials, it has proven characteristics and capabilities. The variety of colors, textures, and appearances can be used for a wide variety of design schemes and intents. The inherent sustainability of the product makes it quite suitable for green building design. Overall, it is a high-quality product that can be readily and economically incorporated into building facades.
Peter J. Arsenault, FAIA, NCARB, LEED AP, is a nationally known architect, consultant, continuing education presenter, and prolific author advancing building performance through better design. www.pjaarch.com, www.linkedin.com/in/pjaarch

|
TheSize was founded in 2009 with the objective of expanding and improving the thriving ceramic sector prevalent in the company’s headquarters in Castellón, Spain. In 2010, the company launched all-natural sintered stone Neolith, a durable material created through a high-temperature, high-pressure process called sinterization. Click here to view videos to learn more about Neolith. www.neolith.com
|