This course is part of the Metal Architecture Academy
MCM STANDARDS
To ensure a high level of durability, color retention, abrasion resistance, and other characteristics, MCM panel finishes must be tested to ensure compliance with AAMA 2603, AAMA 2604, or AAMA 2605 standards. AAMA 2603 is a voluntary Fenestration & Glazing Industry Alliance (FGIA) Specification of the Performance Requirements and Test Procedures for Pigmented Coatings on Aluminum Extrusions and Panels. AAMA 2604 applies to High Performing Organic Coatings, and AAMA 2605 applies to Superior Performing Organic Coatings.
To meet AAMA 2603 standards, there are several good MCM coating products for interior applications where UV is not an issue including polyester, acrylic, and enamel. For AAMA 2604, 50% PVDF, the majority of SD polyesters and some FEVE coatings are capable to passing the tests required of the standard. For AAMA 2605, 70% PVDF, many FEVE, and a number of SD polyester coatings are suitable. That said, the pigmentation required for some of the brighter colors used in corporate branding applications, for example, are not as durable to UV light as the muted earth tones are. Consequently, there are some limitations with some of the bright hues.
According to FGIA, the specifications are intended to assist architects, owners, and contractors to specify and obtain factory-applied organic coatings, which provide and maintain a high level of performance in terms of film integrity, exterior weatherability, and general appearance over a period of many years. Consequently, metal coatings are tested with regards to chalking, blistering, cracking, fading and more. Not only do these standards help ensure that the market is providing high quality metal coating products, but the data gathered by this testing helps manufacturers continuously enhance and improve their formulas.
Delving into the details of AAMA 2605’s specific testing standards for factory-applied coatings, the following gives some background to the different aspects of appearance and performance, and how these qualities are measured;
- Color Uniformity: Testing to ensure that colors in production match specifiers’ expectations. Although instrumental color measurements are recommended in many applications, visual observations under controlled lighting conditions are useful in production environments for determining significant color mismatches and uniformity.
- Specular Gloss: This is the ability of a surface to reflect light at the same angle of incidence as the incoming source. High gloss surfaces scatter less light than low gloss surfaces. A gloss specification can be important because visual perception of color is significantly affected by the glossiness of the surface. Furthermore, change in gloss of a surface over time may be an early indicator of degradation of, or physical damage to the finish.
- Dry Film Hardness: ASTM D3363 describes a procedure for determining the dry film hardness of a coating by using a series of standard pencil leads of varying hardness to attempt to scratch or gouge the surface.
- Film Adhesion: ASTM D3359 lays out the test procedures for determining how well a coating film adheres to its substrate. This includes dry adhesion, boiling water adhesion wet adhesion testing.
- mpact Resistance: ASTM D5420 describes a method to compare relative ability of a material to resist deformation caused by physical impact on a small area. The test is useful in determining the ability of a coating or laminate to maintain adhesion to the substrate after impact.
- Abrasion Resistance: This test, specified as Method A in ASTM D968, determines the relative resistance to abrasion of a coating. A silica sand is allowed to fall from a specified height onto a coated substrate to abrade the coating until the bare substrate is exposed or a maximum amount of sand has fallen. The volume of sand (in liters) is divided by the coating thickness (in mils) to calculate the abrasion coefficient.
- Chemical Resistance: This test is designed to ensure coatings are resistant to cleaning products containing acids used to remove mineral deposits or construction mortars. Specimens are exposed to muriatic (hydrochloric) acid, rinsed and evaluated for blistering and visual appearance changes.
- Mortar Resistance: Because finishes may be exposed to mortar during building construction or maintenance, this method was developed to determine how well a finish resists permanent adhesion of mortar and changes in appearance upon removal of mortar. In the test, mortar is applied and allowed to condition at high humidity before it is removed from the surface by a damp cloth and a mild acid solution. Then the appearance is evaluated for visual appearance changes.
- Nitric Acid Resistance: This test is used to determine the ability of a finish to maintain adhesion to the substrate and to resist color and gloss change when subjected to nitric acid vapors. Nitric acid chemically reacts with polymers, and this test is designed to accelerate the effects of localized acidic pollution in the air, such as from vehicle exhaust or industrial processes.
- Detergent Resistance: As described in ASTM D2248, this test is used to determine the ability of a finish to maintain adhesion to the substrate and to resist color and gloss change when subjected to a standardized detergent. It is designed to accelerate the effects of repeated cleaning of a finish.
- Window Cleaner Resistance: This test is intended to determine the ability of a coating to resist damage from window cleaning chemicals. A standardized window cleaning solution is mixed, dripped onto a coated specimen and covered to prevent evaporation. After the exposure a tape adhesion test is performed, and the specimen is visually evaluated for blistering or other appearance changes.
- Humidity Resistance: The ability to resist moisture is a critical function of any finish. This test subjects specimens to condensing humidity for an extended period before they are visually evaluated for the formation of blisters which indicate loss of adhesion.
- Cyclic Corrosion Resistance: A modified version of the salt spray corrosion method, a standard test solution is applied to bare or coated metallic test specimens by combining the solution and compressed air at an atomizing spray nozzle. Unlike the salt spray method, cyclic corrosion alternates between periods of spray and specimen dry-off from air circulation within the chamber
- Weathering: Sunlight, temperature, and moisture in the outdoor environment degrade materials including coatings. South Florida is considered a global benchmark location for outdoor weathering tests due to its consistently high levels of sunlight, heat, and moisture. In the vast majority of cases, a material that performs well in this environment will perform well in major international markets.
- Chalking: Chalking is measured on an exposed, unwashed painted surface.

Photo courtesy of Daniel Lunghi Photography/3A Composites USA
The offset cladding design at the Olume residential building in San Francisco works with multiple colors of MCM panels.
WARRANTIES
While MCM finish warranties vary based upon the material’s physical properties, the type of finish and the specific application, the resistance to fade and chalk, and gloss and adhesion quality of many finishes can be expected to last 30 years or more. Warranties offered from the MCM manufacturers are pass-throughs from the paint manufacturers and are based on 30 + years of South Florida exposure testing.
WORKING WITH CERTIFIED MCM SYSTEM FABRICATORS
Another best practice for these metal exterior projects is working with Certified MCM System Fabricators. Meeting qualifications for years of experience, services offered, industry performance requirements and financial strength. Building teams are assured that the fabricator has what it takes to successfully fabricate and deliver high quality MCM cladding systems. A Certified MCM System Fabricator provides shop drawings and engineering calculations to verify the suitability of the panel system design before fabricating all structural components including extruded aluminum, fasteners, and clips.
“The need for experienced fabricators and installers is paramount to a successful installation. The precision and care needed to furnish accurate panels, then assemble often-complicated arrangements guides us and our construction management partners to seek out experienced subcontractors,” reports Drake. “Pre-certification by an impartial, industry-recognized program sets realistic expectations for workmanship that designers and our clients can trust.” With quality control procedures in place, a Certified MCM System Fabricator can identify problems early, avoiding delays and modifications. These fabricator systems also offer assurance that the fabricated system meets the specified performance requirements for water penetration, structural performance, and visual appearance.
In addition to meeting these performance criteria, “MCM design and installation require close coordination with other trades involved in the construction of the building envelope. A fabricator who understands and respects these critical issues is key to a successful project. Adding a Certified MCM System Fabricator contribution to that, we consider that an advantage,” says Rubenstein.
Durable, versatile, and long-lasting, Metal Composite Material (MCM) is an increasingly popular design option for cladding walls in a range of building types.
With a high recycled content, the panels are easy to fabricate in a wide array of shapes and textures and are easy to install. The affordable material is lightweight, thereby minimizing structural loads on the subframe and subframe material costs. MCM is specified with a flame-retardant core to meet mandated NFPA 285 testing requirements.
While the material’s performance benefits are well established, MCM’s reputation as a bold, exciting, and creative material that architects can craft into colorful, shaped, perforated, and textured designs has been steadily gaining traction.
To help unlock all this creative potential, there are many standard finishes suitable for MCM; solids, micas, metallics, prismatics, shimmer effects, wood, stone, and more. MCM sheets are always factory-finished, ensuring a high level of consistency and quality. Custom color paints are available, as are specialty finishes like faux wood grain, faux stone, terracotta, color shifting, and textured finishes.
“Finish type is particularly important in specifying MCM panels,” confirms Kevin Le, design professional, Laurence Group, St. Louis. The composition of all the exterior materials ultimately becomes the impression that represents the owner/company/entity to the general public. Contemporary versus traditional, lightness versus heftiness, slick versus organic…finishes have the power to transform these powerful ideas into real life tangible icons that exist within the community.”
To deliver high-quality, color-consistent designs by selecting the right finish for a project, an understanding of the technology and standards regulating these projects can help designers bring their MCM facades to life.

Photo courtesy of Sobotec
The bright white finish on MCM panels on this grand addition to the Las Vegas Convention Center stays shiny and bright, even in the extreme desert sun.
THE PAINT SYSTEM
Breaking things down, paint systems for MCM are comprised of three main components: the pigment, solvent, and binder. The pigment is made of tiny, solid particles which determine the color based upon the levels of transmitted and reflected light. The solvent is the carrier where the pigment and other substances are suspended giving the paint its desired viscosity. And the binder is the resin that holds everything together. The formulation also includes additives to enhance the paint’s properties and/or improve the manufacturing and application process. The complex interactions between these components determine the paint’s properties including color brightness, level of opaqueness, coverage, permeability, and abrasion resistance. Pigments can be inorganic or organic, which determines the finish composition, characteristics, and appearance.
Inorganic pigments are manufactured from mineral compounds, mainly complex metal oxides. They are opaque and lend a high level of color stability, heat, and chemical resistance. These pigments produce more neutral colors and earth tones such as beige, brown, and tan. While the color range is more limited, the inorganic pigments have the advantage of stability and don’t bleed. They are also compatible with almost all polymers.
Organic pigments are carbon based, often made from petroleum compounds. They are transparent and can produce bold, vivid colors. However, they allow UV rays and oxygen to penetrate and have a lower resistance to fade, and heat. Organic pigments may also have a lower gloss retention.
For the best of both worlds, pigment formulations often include a blend of both inorganic and organic pigments. The pigment blend also determines wavelength-selective absorption, special effects, and the benefits of cool pigment technology, if desired. Some special effects include pearlescent, color-shifting, and high-sparkle pigments using materials like tiny flakes of aluminum or mica.
By employing cool pigments in a coating, a wall experiences lower levels of solar heat gain. The wall stays cooler, thereby impacting interior temperatures and reducing air conditioning loads. Cool pigmentation offers designers a broad range of colors, including darker hues, and helps mitigate the heat island effect of heat buildup in urban areas. The solar reflectance index (SRI) is the value which determines how cool the finish is. Combining the amount of heat-inducing radiation that is reflected off the surface with emissivity, which is the level of heat that the surface can dissipate, a value of 0 to 100 is determined.

Photo courtesy of Robert Stefanowicz Photography/3A Composites USA
The high-gloss red finish on the MCM panels used on the Great Northern Way Pavilion in Vancouver, B.C., dazzles visitors with its brilliance.
FINISH SYSTEM TYPES
To provide the high levels of performance associated with MCMs, these coatings are typically comprised of high performing resin chemistries. The most common resins for these applications are polyvinylidene fluoride (PVDF), super-durable (SD) polyester and fluoroethylene vinyl ether (FEVE). These coatings fall under two categories: thermoset, which includes polyester, FEVE, and thermoplastic like PVDF. The former contains clear resin bases, which support a wide range of colors and glosses. Once thermosets are cured, they present a very even, stable appearance even when exposed to heat or pressure. Thermoplastics are typically 70 percent PVDF resin-based and provide superior UV resistance to all the other paint systems. The color ranges to more earth tones and offers typical gloss ranges of 25 to 35.
PVDF coatings have been around for over 50 years and offer high performance. PVDFs are highly resistant to UV radiation, corrosion, and chemical attack, and provide a finish warranty of up to 30 years. PVDF comes in a wide range of colors and finishes, including metallic and pearlescent finishes, and provides a high level of color and gloss retention. “We most often specify PVDF coating for our projects due to its long-term record for reliable durability,” relates Drake. FEVE coatings offer a high level of color and gloss retention. As a thermoset finish, the formulation works well in high gloss applications. FEVE is also resistant to chemicals, corrosive atmospheres, and UV rays, making it very weatherable.
As high-performance finishes, PVDF, and particularly FEVE, do come with a price tag, but their long-term durability and quality often make the investment worthwhile. Both MCM coatings are commonly found in various applications including restaurants, banks, car dealerships, schools, and corporate office buildings.
“We’ve specifically targeted FEVE coating when we are looking for a similar level of high performance that also achieves an unmatched gloss for the finished installation,” relates Drake.
Another area where the two coatings differ is how long they’ve been around. While PVDF coatings have been available for over 50 years, FEVE is a newer product. FEVE and PVDF also offer a longer projected lifespan and comparable warranties.
The third option, SD polyesters offer good impact, scratch, and abrasion resistance, present a smooth finish, and are more affordable. However, they don’t do as well in the weather resistance category. Typical SD Polyesters in all color families meet AAMA 2604. In certain color families, SD Polyester will approach or meet AAMA 2605 requirements.
To help select the right finish for a project, Lee Rubenstein, AIA, LEED AO, a principal with Washington, D.C.-based R2L: Architects explains that at baseline, the finish must be durable and stable, and it must meet industry warranty standards. “Beyond that, we want to understand how the panels will look under a range of conditions—direct sunlight, in shadow, at night, wet, dusty, up close or from afar,” she says. “This helps to understand whether the finished work can meet the design intent.”
For JRA Architects, the firm’s large institutional client base makes long-term performance a priority on many of their projects. Consequently, the architects are taking a hard look at weather and fade resistance when specifying MCM coatings. In addition, Drake points out that many MCM panel applications are near grade, further emphasizing the importance of durable finishes.
Another consideration is selecting a two-coat vs. a three-coat finish. Typically, a two-coat system consists of a primer and topcoat and a three-coat system adds another clear coat over the top color coat. While the two-coat application can be produced through one pass in a commercial coil coating line, the third coat usually requires a second pass. Most MCM manufacturers provide stock selections of two-coat and three-coat finishes as an industry standard. Custom colors are available in two and three coat finishes and typically subject to longer lead times and additional costs based on color volumes. Consequently, specifiers should consider the additional cost and lead time for custom colors orders.
In terms of color quality, in most cases, a two-coat system is sufficient. That said, there are cases where the extra coat is recommended to upgrade the color retention and chalk resistance of a solid or metalescent base color. For example, this could be the case for saturated colors such as red, orange, purple or metallic colors like bright silver to protect the aluminum flake from losing its brightness. Also, some special effect coatings might need an effect coating on top of the primer and base color coat. Another reason architects might choose a three-coat system is to have the benefit of a broader palate of finishes, including micas and metallic. It’s important to note that despite the added layer and cost, three-coat systems don’t offer a longer warranty.

Photo courtesy of 3A Composites USA
With a two-coat PDVF bright white finish, this Norwegian Cruise Lines Terminal in Miami is as striking as the ships that dock near it.

Photo courtesy of MG McGrath
PDVF goes to college. MCM panels finished with charcoal fluoropolymer finish gives this campus building a sophisticated look at Carleton College in Northfield, Minnesota.
FINISH TYPES
To get into some more details on the many different finish types available, architects have quite a number of options to fit their application. The more basic solid painted finish is available in a plethora of colors and is ideal for a wide range of projects, including corporate branding applications.
Effect finishes include micas and metallics, which are typically created with all the high performing resins. Sample mica colors are silver, platinum, champagne, and gray. Micas lend a pearlescent type of an appearance. Since the mica and metallic flakes tend to lie at different angles, they catch the eye by dynamically reflecting the light bouncing off the MCM panels based upon the intensity of light and viewer’s angle.
Examples of metallic finishes include silver, gold, steel, bronze, and copper. These finishes, combined with the composite panels, enable designers to achieve the look of natural metals without the expense, maintenance, and instability of natural metals. For example, copper and zinc naturally oxidize and patina over time. A wide range of color and gloss options deliver the clarity and luster of pure metal.
To achieve the desired look, these types of finishes require a primer, metallic base coat and clear topcoat, thus necessitating a three-coat system. To ensure color consistency for both mica and metallic finishes, it is recommended that project teams order the finish at one time from one material batch. It’s also important to note that both micas and metallics are directional. This means that the manufacturer needs to provide the proper directional arrows and the fabricator must check that the arrows are properly aligned to achieve a uniform look. This applies to on-site panel erection as well.
Another product category is color shifting or prismatic finishes, which are also directional and therefore follow the same parameters as micas and metallics in terms of fabrication and construction. The effect of a color shifting application is that the colors appear to change when viewed from different angles or based on the weather and time of day. “Color shifting and special effects allows the building to be alive and adapt to the surrounding conditions. It changes from dusk to dawn and from season to season,” observes Le. Like metallics, color shifting finishes require a third prismatic topcoat, which incorporates specialized mica flake pigments. This is applied on top of the primer and color base coat.
With advanced faux stone and faux wood finishes, buildings can benefit from the authentic look of these natural materials without the additional cost, weight, structural implications, and maintenance. A natural stone finish can be created through the application of a transfer process over a color base coat, which introduces the grain patterns of polished or flamed granite. A topcoat then seals in the natural stone look. A similar process is applied to wood grain finishes. A wide variety of wood species can be replicated including mahogany walnut, maple, teak, and bamboo just to name a few available. Some additional specialty finishes include terracotta and textured with multiple colors.
Commenting on the variety of available finish types, Drake says, “We are fascinated by the finish range of MCM panels. We seek mirror finishes on more sculptural designs, color-shifting finishes for public facing facilities looking to make an unforgettable impression and wood appearances to establish a humane, relatable experience that demands low maintenance.” In a similar vein, Rubenstein says, “We've seen a range of, and interest in, new visual effects in recent years, such as custom color-shifting panels, wood- and stone-look panels, and patinaed panels.” At the same time, he points out that some of these selections can fall outside of a project’s budget. That said, there are times when the project team can work closely with the manufacturer to achieve an economy of scale if the design is able to minimize material waste during fabrication, and or save time/difficulties during installation.
Another feature MCMs offer is their ability to incorporate multiple finishes on one project. “The simplicity of detailing one system across multiple finishes delivers a more reliable weatherproof building envelope while also reducing the number of trades needed to enclose our buildings,” notes Drake. “Simpler detailing and reduced construction labor translate to greater reliability and lower cost.”

Photo courtesy of Daniel Lunghi Photography/3A Composites USA
This hotel porte cochère in Los Angeles features MCM panels finished in a white gold color shifting finish designed to amaze.

Photo courtesy of East Coast Metal Systems
The wood grain coating on MCM panels provides the warm look of wood with the durability and low-maintenance of metal.
COIL COATING PROCESS
An important aspect of ensuring highly durable, top-quality finishes for MCM sheets is the application of paint prior to the sheet manufacturing process. While paint can be spray-coated in the factory, the industry-accepted standard for MCM is coil coating. “Factory finish application assures a level of consistency that is typically expected of precisely detailed products like MCM. The peace of mind of reduced manufacturing steps further guides our preference for coil coating over other finishing methods,” Drake explains.
Coil coating is the method by which a metal coil is coated in a continuous process prior to the actual assembly of the MCM sheet. The result is a uniform, high-quality coated film thickness surface. Continuous coil coating manufacturing utilizes either roll coating, reverse roll coating, or a die coating method. Reverse roll coating applies paint with two rolls running in opposite directions. A metering roll is used to load and transfer the paint to an applicator roll, which then applies the coating to the substrate. This process provides good control over the paint thickness.
Die coating is a precision coil coating process also offering the advantages of high-volume, continuous process coating, but with even greater paint control. The paint is applied directly to the substrate through a slot die extrusion system.
In both cases, continuous manufacturing allows lower costs and greener manufacturing with reduced waste and increased efficiency. In addition, coil coating offers greater flexibility in the type of pre-treatment, paint chemistry, and texture that can be applied. Furthermore, coil-coated metal products are more durable with life expectancies of up to 40 years before repainting is considered. They contain lower waste emissions, including water and VOCs, and they lend a higher level of safety with their automated, industrialized application process.
The coil coating process is done prior to forming so that the entire surface can be cleaned, treated, and coated in a flat state, which improves the coil width and consistency throughout the run. Coil coating is also the only paint system capable of meeting the most referenced architectural performance specifications delineated in the American Architectural Manufacturers Association’s AAMA 2605 standard.
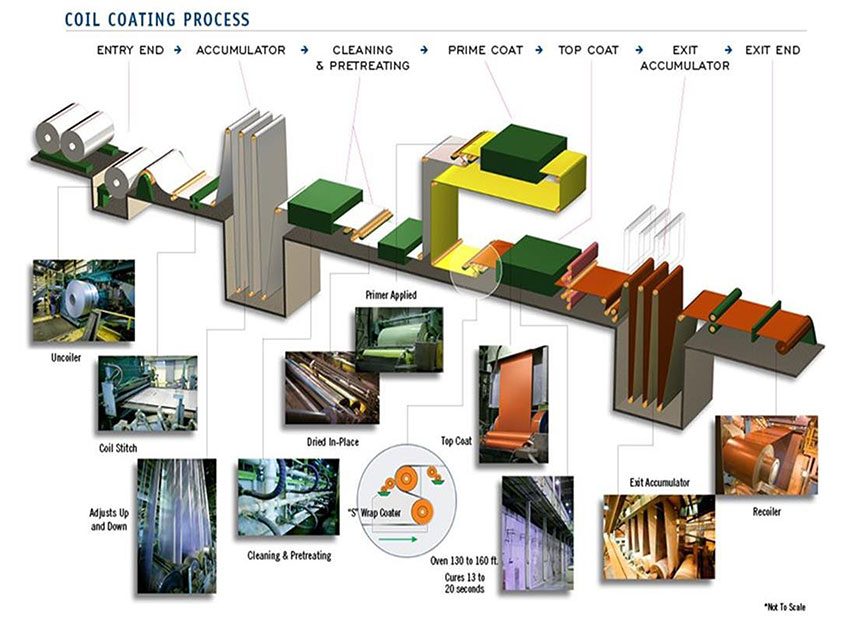
Photo courtesy of Precoat Metals
By coil coating the panels in a continuous process prior to the actual assembly of the MCM sheet, the finish adheres as a thick, uniform, high-quality finish.
MCM STANDARDS
To ensure a high level of durability, color retention, abrasion resistance, and other characteristics, MCM panel finishes must be tested to ensure compliance with AAMA 2603, AAMA 2604, or AAMA 2605 standards. AAMA 2603 is a voluntary Fenestration & Glazing Industry Alliance (FGIA) Specification of the Performance Requirements and Test Procedures for Pigmented Coatings on Aluminum Extrusions and Panels. AAMA 2604 applies to High Performing Organic Coatings, and AAMA 2605 applies to Superior Performing Organic Coatings.
To meet AAMA 2603 standards, there are several good MCM coating products for interior applications where UV is not an issue including polyester, acrylic, and enamel. For AAMA 2604, 50% PVDF, the majority of SD polyesters and some FEVE coatings are capable to passing the tests required of the standard. For AAMA 2605, 70% PVDF, many FEVE, and a number of SD polyester coatings are suitable. That said, the pigmentation required for some of the brighter colors used in corporate branding applications, for example, are not as durable to UV light as the muted earth tones are. Consequently, there are some limitations with some of the bright hues.
According to FGIA, the specifications are intended to assist architects, owners, and contractors to specify and obtain factory-applied organic coatings, which provide and maintain a high level of performance in terms of film integrity, exterior weatherability, and general appearance over a period of many years. Consequently, metal coatings are tested with regards to chalking, blistering, cracking, fading and more. Not only do these standards help ensure that the market is providing high quality metal coating products, but the data gathered by this testing helps manufacturers continuously enhance and improve their formulas.
Delving into the details of AAMA 2605’s specific testing standards for factory-applied coatings, the following gives some background to the different aspects of appearance and performance, and how these qualities are measured;
- Color Uniformity: Testing to ensure that colors in production match specifiers’ expectations. Although instrumental color measurements are recommended in many applications, visual observations under controlled lighting conditions are useful in production environments for determining significant color mismatches and uniformity.
- Specular Gloss: This is the ability of a surface to reflect light at the same angle of incidence as the incoming source. High gloss surfaces scatter less light than low gloss surfaces. A gloss specification can be important because visual perception of color is significantly affected by the glossiness of the surface. Furthermore, change in gloss of a surface over time may be an early indicator of degradation of, or physical damage to the finish.
- Dry Film Hardness: ASTM D3363 describes a procedure for determining the dry film hardness of a coating by using a series of standard pencil leads of varying hardness to attempt to scratch or gouge the surface.
- Film Adhesion: ASTM D3359 lays out the test procedures for determining how well a coating film adheres to its substrate. This includes dry adhesion, boiling water adhesion wet adhesion testing.
- mpact Resistance: ASTM D5420 describes a method to compare relative ability of a material to resist deformation caused by physical impact on a small area. The test is useful in determining the ability of a coating or laminate to maintain adhesion to the substrate after impact.
- Abrasion Resistance: This test, specified as Method A in ASTM D968, determines the relative resistance to abrasion of a coating. A silica sand is allowed to fall from a specified height onto a coated substrate to abrade the coating until the bare substrate is exposed or a maximum amount of sand has fallen. The volume of sand (in liters) is divided by the coating thickness (in mils) to calculate the abrasion coefficient.
- Chemical Resistance: This test is designed to ensure coatings are resistant to cleaning products containing acids used to remove mineral deposits or construction mortars. Specimens are exposed to muriatic (hydrochloric) acid, rinsed and evaluated for blistering and visual appearance changes.
- Mortar Resistance: Because finishes may be exposed to mortar during building construction or maintenance, this method was developed to determine how well a finish resists permanent adhesion of mortar and changes in appearance upon removal of mortar. In the test, mortar is applied and allowed to condition at high humidity before it is removed from the surface by a damp cloth and a mild acid solution. Then the appearance is evaluated for visual appearance changes.
- Nitric Acid Resistance: This test is used to determine the ability of a finish to maintain adhesion to the substrate and to resist color and gloss change when subjected to nitric acid vapors. Nitric acid chemically reacts with polymers, and this test is designed to accelerate the effects of localized acidic pollution in the air, such as from vehicle exhaust or industrial processes.
- Detergent Resistance: As described in ASTM D2248, this test is used to determine the ability of a finish to maintain adhesion to the substrate and to resist color and gloss change when subjected to a standardized detergent. It is designed to accelerate the effects of repeated cleaning of a finish.
- Window Cleaner Resistance: This test is intended to determine the ability of a coating to resist damage from window cleaning chemicals. A standardized window cleaning solution is mixed, dripped onto a coated specimen and covered to prevent evaporation. After the exposure a tape adhesion test is performed, and the specimen is visually evaluated for blistering or other appearance changes.
- Humidity Resistance: The ability to resist moisture is a critical function of any finish. This test subjects specimens to condensing humidity for an extended period before they are visually evaluated for the formation of blisters which indicate loss of adhesion.
- Cyclic Corrosion Resistance: A modified version of the salt spray corrosion method, a standard test solution is applied to bare or coated metallic test specimens by combining the solution and compressed air at an atomizing spray nozzle. Unlike the salt spray method, cyclic corrosion alternates between periods of spray and specimen dry-off from air circulation within the chamber
- Weathering: Sunlight, temperature, and moisture in the outdoor environment degrade materials including coatings. South Florida is considered a global benchmark location for outdoor weathering tests due to its consistently high levels of sunlight, heat, and moisture. In the vast majority of cases, a material that performs well in this environment will perform well in major international markets.
- Chalking: Chalking is measured on an exposed, unwashed painted surface.
Photo courtesy of Daniel Lunghi Photography/3A Composites USA
The offset cladding design at the Olume residential building in San Francisco works with multiple colors of MCM panels.
WARRANTIES
While MCM finish warranties vary based upon the material’s physical properties, the type of finish and the specific application, the resistance to fade and chalk, and gloss and adhesion quality of many finishes can be expected to last 30 years or more. Warranties offered from the MCM manufacturers are pass-throughs from the paint manufacturers and are based on 30 + years of South Florida exposure testing.
WORKING WITH CERTIFIED MCM SYSTEM FABRICATORS
Another best practice for these metal exterior projects is working with Certified MCM System Fabricators. Meeting qualifications for years of experience, services offered, industry performance requirements and financial strength. Building teams are assured that the fabricator has what it takes to successfully fabricate and deliver high quality MCM cladding systems. A Certified MCM System Fabricator provides shop drawings and engineering calculations to verify the suitability of the panel system design before fabricating all structural components including extruded aluminum, fasteners, and clips.
“The need for experienced fabricators and installers is paramount to a successful installation. The precision and care needed to furnish accurate panels, then assemble often-complicated arrangements guides us and our construction management partners to seek out experienced subcontractors,” reports Drake. “Pre-certification by an impartial, industry-recognized program sets realistic expectations for workmanship that designers and our clients can trust.” With quality control procedures in place, a Certified MCM System Fabricator can identify problems early, avoiding delays and modifications. These fabricator systems also offer assurance that the fabricated system meets the specified performance requirements for water penetration, structural performance, and visual appearance.
In addition to meeting these performance criteria, “MCM design and installation require close coordination with other trades involved in the construction of the building envelope. A fabricator who understands and respects these critical issues is key to a successful project. Adding a Certified MCM System Fabricator contribution to that, we consider that an advantage,” says Rubenstein.
MAGNIFICENT MCM
As the industry prioritizes building performance, lowered carbon, durability, resiliency, and cost-effective solutions, MCM wall panels are well poised to continue gaining traction moving forward. Coupled with increasing aesthetic choices and finish options, Le projects that MCM specifications will continue increasing across a variety of applications. With a wide range of colors and effects, micas and metallics, faux wood and stone, and multicolored finishes to choose from, a large world of creative designs is waiting for architects to unlock.
Barbara Horwitz-Bennett is a veteran architectural journalist who has written hundreds of CEUs and articles for various AEC publications. www.linkedin.com/in/barbarahbennett/