This CE Center article is no longer eligible for receiving credits.
There are multiple advantages in using glass-fused-to-steel tanks for the storage of potable water, corrosive and other liquid applications. In addition to ease of assembly, they have greater lifetime value, far lower maintenance costs and little environmental impact compared with other liquid storage structures. With tens of thousands installed worldwide over the past 65-plus years for municipal and industrial applications—they also have an extensive proven performance record. This course describes glass-fused-to-steel technology—also known as the process of porcelain enameling, its benefits, applications and compliance with testing standards. Case studies of porcelain enameled tanks that have been in continuous use for decades are also examined.
Porcelain Enameling
Initially developed as a proprietary process for fusing glass to steel for the manufacture of large, single-piece, glass-lined brewery tanks and later glass-lined hot water heaters, the first glass-fused-to-steel tank went into service in the 1940s as feed storage silos. While many are still used for agricultural purposes, since the 1970s, these tanks are predominately used for water, wastewater and other liquid storage uses.
The physical properties of glass coating are especially suited to municipal and industrial storage applications since they form a hard, inert, inorganic barrier for both the interior and exterior tank surfaces and guard against weather and corrosion. As a direct result of fusing glass to steel, the glass coating is impermeable to liquids and vapors, controls undercutting caused by corrosion and offers substantial impact and abrasion resistance.
Glass fused to steel tanks require the lowest maintenance over the life of the tank compared to other storage structures, and have an allowable service range of 140°F at 3-11 pH.

Image courtesy of CST Storage
The physical properties of porcelain enameled tanks are specifically suited for municipal and industrial liquid storage.
A Multi-Step Process
Porcelain enameling is a multi-step process that begins with the substrate.
The Substrate
While steel, aluminum, cast iron, copper or brass may all serve as a substrate for glass coating, steel is used for porcelain enameled tanks. The type of steel is generally determined by the requirements of the size of the tank. High-strength low-carbon (<0.10 C) interstitial-free (to permit ageing and bake hardening) steel is used for tank walls, while extra low carbon steel (<0.008 C) may be selected for the roofs of smaller tanks (for example, 17 ft – 21 ft dia). Aluminum is typically the substrate selected for domed roofs of larger tanks.
Steel sheets are blasted (or acid-etched) to remove mill scale and to provide a clean uniform near white surface and then alkaline cleaned.
After mechanically beveling the sheet edges to achieve a rounded surface, the edges are thermally sprayed with a glass edge coat.


Photos courtesy of CST Storage
Low-carbon interstitial-free steel is used as the substrate for porcelain enameling.
Porcelain Enamel Raw Materials
These include frit, pigments, opacifiers and clays that are blended into a sprayable slurry called “slip.”

Photo courtesy of CST Storage
Porcelain enamel raw materials include frit, pigments, clays and mill additions.
Frit used in porcelain enameling is a ceramic composition formulated from borosilicate. This is a type of glass known for having very low coefficients of thermal expansion, thus making it resistant to thermal shock and less subject to thermal stress. After fusing in a special furnace the material is quenched to form a glass. Quenching or high-pressure cooling consists of high-pressure air blasts to the surface of the glass that cools the outer surface more quickly than the center. As the center of the glass cools it remains in tension while the outer surfaces go into compression—thus giving the glass strength.

Image courtesy of CST Storage
An example of glass frit specially formulated to produce a distinctive cobalt blue glass coating.

Photos courtesy of CST Storage
Glass quenching strengthens glass and is part of the frit making process.
Pigments
Pigments are used during the slip blending process for creating a desired color. They are an insoluble colored substance used as a mineral base to be added to the frit material. Pigments can be used to create extremely tight control over color variation in the finished product. Leading manufacturers use pigments in their daily inspection and slip evaluation of color quality for assurance that production matches customer expectation.
Opacifiers
Opacifiers are substances added to a material in order to make the ensuing system opaque. Additives, such as titanium dioxide (TiO2), ensure that the glass is not transparent and can cover up a darker ground coat or base coat. Titanium dioxide is an important component for maintaining high quality standards and assurance over time that the slip will perform as if it has just come out of the mill.
Clays
The primary purpose of clays for use in porcelain enameling is as a suspension agent. In order to maintain consistency in application, clays are used to maintain a standard for how the material sprays and adheres to the substrate. Additionally, clays serve a purpose in the developing bubble structure, which is critical to the bonding process.
Slurry-making process.
Two major types of processing achieve the sprayable slurry of very fine glass particles from raw materials: wet milling and pre-milling.
- Wet milling is when all the components are ground up in water.
- Pre-milling is where the components are dry-milled in advance and mixed with water.


Photos courtesy of CST Storage
Pre-milling process is where porcelain enameling raw materials are dry milled in advance and mixed with water.
Applying the glass coating
After inspection, the porcelain slurry coat is applied to the steel substrate using aqueous systems. Applied by robotic spray, the porcelain is carried to the steel parts that are dried prior to firing.

Photo courtesy of CST Storage
Glass slurry is applied to the steel parts for coating.
Firing
High temperatures above 1,500° F (815° C) are used to chemically fuse the porcelain coating with the steel. The molten glass reacts with the profiled steel surface resulting in an ionic exchange of materials to form an inert, inorganic chemical and mechanical bond. The slurry is fused to the steel sheets at temperatures above 1,500° F (815° C) to produce a glossy glass finish.
Parts may be fired in a batch or continuous furnace.


Photos courtesy of CST Storage
The porcelain coating is chemically fused with the steel in continuous furnace firing.
Delivering Quality Glass-Fused-to-Steel Tanks
There are several features that determine the quality of a glass-fused-to-steel tank that will translate into having the lowest maintenance, decades-long longevity and an allowable service range to 140°F at 3-11 pH3 depending on the specific products stored. These features include glass quality, coating processes, sheet edge coating, glass testing procedures and quality control.
Glass Quality
Field-tested high glass quality coatings on glass-fused-to-steel panels have thicknesses in the range of 10 to 18 mils. Holiday-free (see explanation of holiday testing below) glass coating thickness is one of the specification details that results in longevity and low maintenance.
But more important is the proprietary chemistry of the glass—or porcelain enamel coat—combined with the special processes needed to fuse it to the steel. One manufacturer’s proprietary glass formulation that is rich in titanium dioxide (TiO2), provides superior chemical resistance and longer tank life. It also delivers maximum coating effectiveness without requiring excess coating thickness, in order to provide needed durability.
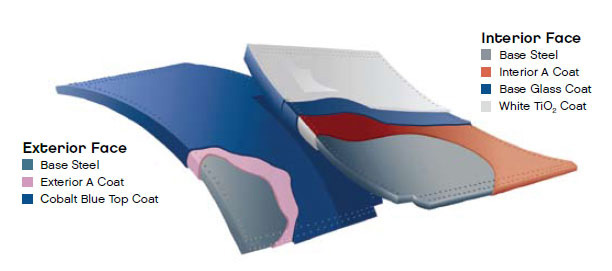
Diagram courtesy of CST Storage
Example of a manufacturer’s patented glass-fused-to-steel technology showing cobalt blue outer topcoat and white titanium dioxide interior coat.
In the 1990’s a leading manufacturer launched an R&D project to develop a process for the direct application of its titanium dioxide-rich glass. Through this research the goal of providing a three-coat-two-fire (3c2f) coating performance with a single pass through the furnace was achieved. The result was a totally new, “three-coat-one-fire” (3c1f) process for applying TiO2-rich glass. (See photos of 3c1f and two-coat-one-fire (2c1f) glass coating with and without titanium dioxide.)
Titanium dioxide is a very common ingredient used by many coating manufacturers for several reasons including serving as an opacifier. It is considered inert and at high levels in porcelain enamel, provides unique properties such as a white interior in the final layer. During firing, the white layer’s higher viscosity has the effect of controlling bubble structure in addition to making the top TiO2 rich layer harder, thicker, more chemically resistant and the bubble structure finer. Larger bubble structure allows a direct path for corrosion. The high titanium oxide content is unique to glass-fused-to steel and is more reliant in colder climate freeze thaw conditions.
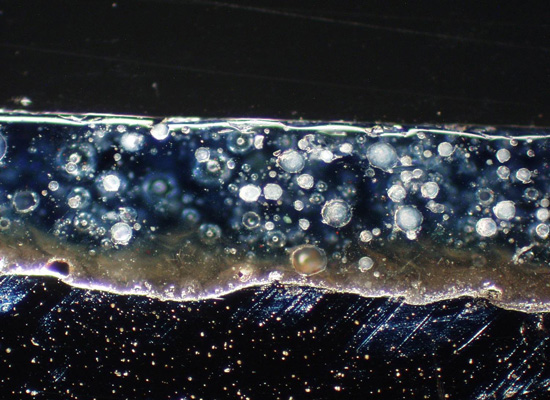
Image courtesy of CST Storage
100x magnification showing a two-coat-one fire (2c1f) process without titanium dioxide that results in larger bubble structure, thus allowing a direct path for corrosion.
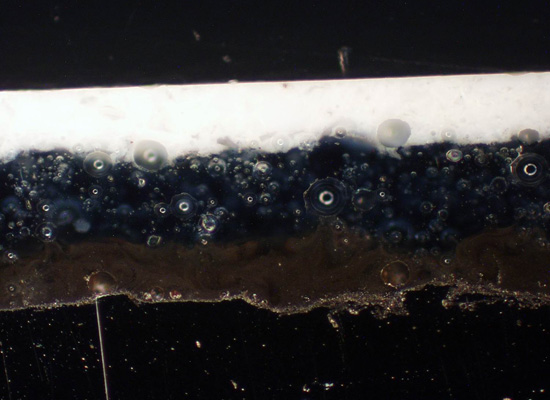
Image courtesy of CST Storage
100x magnification showing the three-coat-one-fire (3c1f) coating with titanium dioxide white interior; bubbles are finer which allows flexibility plus a hard impermeable coating.
Sheet Edge Coating
Milled or sheared edges are the most difficult areas to coat with glass. Some 20 years ago, a solution was developed that consisted of a machine-sanded and arc-sprayed, sheet-edge treatment. Since that time, the process has been refined with a custom built system designed to reinforce and enhance the sheet edges with the same robust and inert coating that protects the rest of the panel. The result is complete encapsulation of the sheet edge with porcelain enamel. Specifiers looking for the highest-performing systems, should pay special attention to how sheet edges are handled.
Glass-Fused-Steel Quality Control
Many tests are required to confirm the quality of enamel on a fired product. These include analysis of the steel, steel surface, frit, slip, slip application, firing, color, consistency, coating thickness, coating defects, and impact testing.
All of the porcelain enamel surfaces, including 3c1f processes, adhere to the requirements of AWWA (American Water Works Association) D103 (Factory-Coated Bolted Carbon Steel Tanks for Water Storage). A leading manufacturer has developed its own testing methodology that takes into account material properties that fit colder conditions in the North American market. Its glass-fused-to-steel product is subjected to several critical tests that go beyond AWWA D103 and the requirements of international standards. Cross-sectional photomicrography is primarily used to confirm the quality of the glass coating.
Thickness Measurement
Coating thickness is determined throughout the application through the use of either a wet film thickness gauge or a dry film thickness gauge. Either method will work for accurately measuring the coating. However, consistency in testing method is of greatest importance. In a multi-coat application process, inspection methods for thickness should be deployed during each unique coating to control thickness variation and ensure uniformity of application.
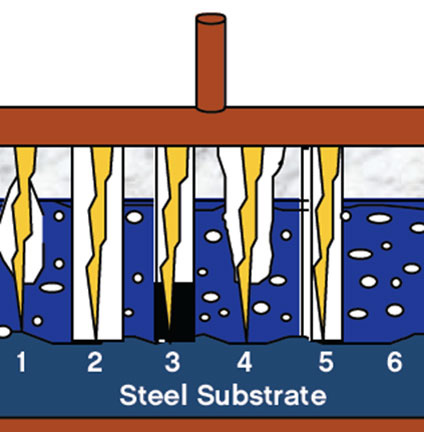
Image courtesy of CST Storage
Holiday voltage test sheet indicates different results:
1. Current passes through defect below surface (near void).
2. Current passes through pin hole.
3. Current passes through grease.
4. Current passes through thin spot (near void).
5. Current passes through small pin hole.
6. No defects. Current does not pass through a uniform, continuous, quality coating layer.
Holiday Testing
Holiday testing, or more accurately termed “discontinuity detection,” is a separate test from coating thickness measurement. This crucial process is to check for the presence and locations of discontinuities, near voids or thin spots, entrapped contaminates and insufficient bubble structure in an otherwise non-conductive surface. Holiday testing is performed by generating a DC voltage potential or difference between the glass surface and the steel (or other conductive) substrate, and then detecting any current flow that occurs between the two surfaces.
Section 12.9 of ANSI/AWWA D103-09 by reference to ASTM D1562-01 Test Method A permits the use of inexpensive low-voltage 67.5V wet sponge testing for coatings with thickness less than 20 mil or less because certain coatings may be damaged if tested with high-voltage equipment. A higher-quality alternative is the more stringent higher voltage 1100V spark test per Test Method B of ASTM D1562-01. This higher testing is done to greater verify the quality of the glass fusing process and to better detect discontinuities. Holiday testing must be recreated for each and every sheet tested. One leading manufacturer re-blasts any sheet found with any interior holidays.
The reason for using the 1100V test is that failure to detect imperfections through the use of only a 67.5V test may lead to premature failure of the coating and thus appreciably degrade the tank’s critical, front-line barrier to corrosion. Also, that the higher-voltage test certifies that the dielectric properties of the glass-fused-to-steel coating is sufficient to allow the use of the higher testing voltage. As with any type of testing there are economic, technical and operational tradeoffs (see Table Benefits and Restrictions of Low Voltage vs. High Voltage Testing).
Because of the superior results of conducting 1100V holiday testing on tank coatings, the use of ISO 28765:2008 standards for 1100V testing is growing globally and can be considered a global benchmark.
Benefits and Restrictions of Low-Voltage vs. High-Voltage Testing
| Low-Voltage Wet Testing |
Primary advantages:
- Model costs approximately $250.
- Fairly easy to use so extensive training is not required.
- It is a non-destructive test for most coating thicknesses.
|
Primary disadvantages:
- Cannot locate a thickness defect that is masked by the coating or unclean surface.
- The coating must be dried after locating a holiday to prevent current from traveling along a wet path and erroneously indicating a holiday where none exists (telegraphing).
|
| High-Voltage, Dry Spark Detector |
Primary advantages:
- Will detect metallic inclusions.
- Will detect low coating thickness or bubbles hidden bellow the coating surface.
- Detected holidays are visible and easily isolated.
|
Primary disadvantages:
- The high-voltage, spark detector cost can cost approximately $2,000.
- Requires a trained operator for use.
- Could be a health hazard if inappropriately used.
|
Examination of Bubble Structure
In order to confirm an ultra-fine bubble structure that is critical to porcelain enamel, cross-sectioning and microphotography are utilized. Bubble structure cannot be left to field evaluation.
Impact Testing
Impact testing is done to check coating bond strength with the steel and is critical in evaluating high-quality porcelain enamel. Manufacturers should always reject a sheet if its underlying steel is exposed after the test is performed. Visual standards are used to determine degree of bond through examination of substrate after completion of impact test.
Tank Construction
Glass-Fused-to-Steel Technology
Porcelain enameled tanks are typically factory engineered to customer specifications. Sheet thicknesses are designed to meet the varying stress requirements from top to bottom. Since all components are manufactured in the factory they can be installed in many types of weather conditions—unlike field-welded steel or concrete tanks.
The overall construction footprint can be limited to as small as 4 feet beyond the foundation of the tank. The smaller size of the panels and the ability to transport the panels to the site and assembled on the tank without the use of cranes mean that glass coated tanks can be constructed in remote locations, on rocky knolls and in ecologically fragile areas.

Photo courtesy of CST Storage
Glass-fused-to-steel tanks can be erected in the most remote areas if necessary.
Tanks are assembled form the top down with a jacking system that progressively elevates the structure without the need of cranes and extensive scaffolding. Crews can stay safely on the ground.
Concrete tanks involve long construction periods, need considerable room to build and are not always “maintenance free.” Design specifications allow for a small level of leaking and some cracking is expected.
Welded tanks can have long lead and construction times. They are limited by external environmental factors when being erected and field-coated. They also need to be painted multiple times over their life cycle.
Tank Floors
Floors can be glass-fused-to-steel over a flat steel floor or reinforced concrete that is embedded in the foundation.
Sidewalls
Sidewall erection is completed using a series of specially designed motorized jacks. Each glass-fused-to-steel panel is bolted and sealed into place to form a ring. The motorized jacks raise the sidewall ring so subsequent rings can be added. This installation process allows for construction in remote regions as well as metropolitan areas.

Photo courtesy of Statewide Aquastore
Glass-fused-to-steel tank being constructed in the field.
Roofs or Domes
All geodesic roofs or domes are free span and are installed on the tanks in the initial phase of construction. Glass-fused-to-steel knuckle roofs with a high slope serve as an economical roof for small diameter tanks (up to 31 ft). Glass-fused-to-steel aluminum domes are suitable for all sized tanks and be designed according to wind, snow loading, seismic and design codes.
Life-Cycle Costs
Life-cycle cost analysis (LCCA) is used by federal, state and local governments and industries across the globe for major construction projects. As the National Institute of Building Sciences reports, it is a useful tool for evaluating alternatives that fulfill the same performance requirements but differ in initial costs and operating costs. Since a significant benefit of porcelain enameled tanks is their very advantageous life-cycle costs (see Case Studies), manufacturers of porcelain enamel tanks should be asked to provide an LCCA to help customers determine lifetime value of various types of water storage tanks. When conducting the glass tank portion, it stated that the longevity of its tanks was yet to be finally determined by field data. This was because many thousands of such tanks in municipal water, wastewater and leachate service were still being used and had not yet met the actual end of service life.
Initial Costs vs. Lifetime Costs
While glass-fused-to-steel tanks may have a higher initial cost, there are several reasons why they have greater lifetime value compared to epoxy bolted, painted welded or concrete tanks. These range from never needing recoating to easy assembly. See sidebar Advantages of Glass-Fused-to-Steel Technology.
Applications
Specific applications for glass-fused-to-steel (porcelain enameled) corrosion-free tanks include:
- Potable water storage, particularly applicable for municipal water requirements.
- Different phases of wastewater treatment (clarifier, sludge, storage and mixing).
- Liquid food processing for the food processing industry.
- Leachate storage. Leachate is liquid that seeps through solid waste in a landfill and extracts soluble, dissolved and suspended materials in the process. Since its composition and toxicity varies from landfill to landfill and can seep through the water table into groundwater, using a corrosion-free tank is critical.
- Industrial liquid storage for thousands of industrial liquid applications such as food additive, paints and primers, fuel oils, pulp and paper.
- Anaerobic digestion.
- Liquid and bulk storage for agricultural purposes.
Conclusion
Originally manufactured for agricultural feed storage purposes, glass-fused-to-steel (porcelain enameled) tanks are mostly used for municipal and industrial purposes. With a hard, inert, inorganic, impermeable barrier on the interior and on the exterior, they do not corrode, and offer substantial impact and abrasion resistance. They are long lasting, expandable and have extremely low life-cycle costs compared with concrete and painted welded tanks.
|
|
CST is the unrivaled global leader in storage tank and cover solutions. A dynamic combination of the world’s leading coated steel tank and aluminum cover companies, CST is home to world class brands including Aquastore,® Harvestore,® HydroTec,® PetroTec,® Columbian TecTank, Temcor and Conservatek. www.cst-storage.com |






