A Plant Tour: Single-Source Glass Fabrication




Summarizing Single-Source
Without doubt, single-source fabrication provides a consistent process for these design variables. Yet many building products and systems will be produced so architects and project design teams must recognize the challenges to best design the envelope and administer the construction phase.
Multiple-source manufacturing or fabrication involves more than one site or supplier in the process chain, meaning responsibility for delivery schedule and cost are spread among various entities. While this can benefit continuity if a fabricator's operations are disrupted by a natural disaster or other loss, it also means that quality control and accountability are shared among different companies, which may not be desirable. Some architects contend that fewer manufacturers and fabricators in the chain can ease callbacks and reduce construction defect claims (CDCs).
The benefit of working with a single source glass fabricator is having a single warranty for the IGU vs the possibility of having multiple warranties from multiple companies. Clearly when it comes to warranties, simpler can be better. Yet there are other benefits of sole-source manufacturing of architectural products. For glazing systems, for example, pre-tempering glass panels may be preferable to post-tempering. Heat treating glass that has already been coated can create more process variation, and therefore provide a greater challenge to controlling glass aesthetics.
Other benefits of reducing the number of glass fabrication sources for IGUs are that all processes are completed in one facility. Quality controls by one producer can help keep uniform key performance variables, such as glass color across a façade. Supporting those quality levels is proper adherence to manufacturing standards such as ISO 9001, and the availability of detailed information for life-cycle costing, toxicity levels and environmental product declarations, or EPDs.
Glass Manufacture and Fabrication
The process of creating architectural glass includes a number of basic steps, generally sequenced this way:
Float
Cutting
Special fabrication
Fritting and inking
Heat treatment
Coating
Assembly processes
The manufacturing of architectural glass begins at the float glass plant with a batch, as does any flat glass product. But how the glass is produced and what happens while it is made and cut—and how it is introduced into an IGU assembly—can vary greatly, and the resulting products, in some cases, offer differing performance attributes.
Typical glass batch composition is a variant of the basic soda-lime-silica formula that has remained essentially unchanged for decades, according to the U.K.-based Society of Glass Technology.2 Silica sand typically accounts for about 60 percent of the batch. Lime, and sometimes dolomite, help strengthen the final product, while soda (and in some formulas, sulfate) reduce the melting point of the batch. Recycled glass left over from the manufacturing process, called cullet, is also frequently included in batch composition. Like soda and sulfate, the cullet lowers the mixture's melting point, which in turn reduces the energy consumed in the process. Furnace temperatures run typically at 2,900°F; drawing a sheet of molten batch either vertically or horizontally from the furnace, at a temperature of about 1,900°F, produces flat glass to be cooled and cut.
Glass manufacturing starts with the float process: the ribbon of batch is poured onto a layer of molten metal, usually tin, in order to achieve a uniform thickness and optically flat surfaces. For thinner sheets of glass, top rollers are applied to gently stretch the float. Rollers also guide the float into an annealing chamber—where it is annealed, or heated to improve certain characteristics, including to help prevent distortions in the surface. Edge trimming eliminates the only indentations left in the new glass, and the byproduct of this process is the cullet. For precision and edge strength, cutting the sheet is frequently performed with diamond-edge or laser technology.
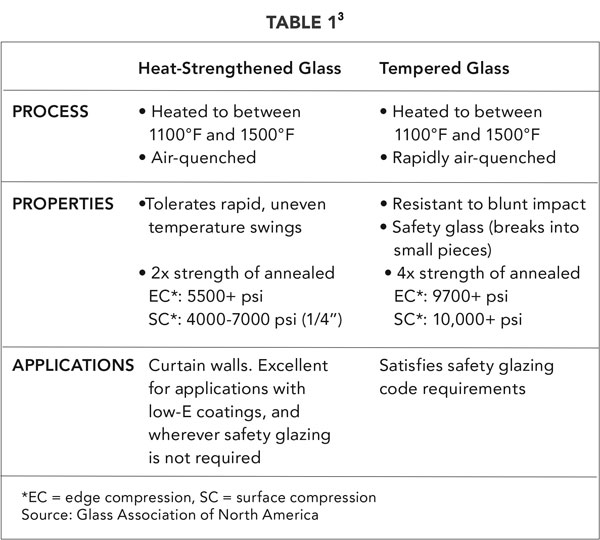
Heat Treatment
Fabricators often apply some form of high-temperature treatment, heating the annealed float glass and then air-quenching it, which imbues the final product with added strength. There are two types of treatment, shown in Table 1: heat-strengthening and tempering.
It should be noted that tempered glass sometimes shatters spontaneously because of the expansion of nickel-sulfide particulates in the batch. Heat-soak testing, offered by some single-source fabricators, can reduce this likelihood significantly. Heat soaking is a process of heating the glass to a specific temperature for a specified time in a specially designed furnace. When glass is heat treated, these nickel-sulfide inclusions or impurities from the float process undergo a phase change as a function of time and temperature. If located near the central tension core of the glass, the expansion of these inclusions may provide sufficient stresses to produce spontaneous breakage. The inclusion expands at a rate greater than the glass and literally causes the glass to break from within and may evacuate the frame of the opening. When tempered glass is heat soak tested, the glass is placed in a furnace and subjected to temperatures of 554°F +/- 18°F and held at a dwell time of 2 hours. Temperature controls are established when the hold time or dwell time begins. The dwell time at peak temperature is another critical factor in the heat soak process.
This process greatly reduces the risk of glass breakage due to nickel-sulfide inclusions (NiS).4 The cost of the testing offered by fabricators is relatively minor compared to the cost of replacing glass in the field, justifying the investment.
Notice



