Overcoming Structural Floor Squeaks in Wood-Framed Construction




High-Performance Engineered Panels in Use
The second and most notable timeframe where high-performance engineered panels can make a difference is during the life of the building. Since they are rated for both strength and for stiffness, they are less likely to sag between framing members once they are fully loaded with people, furnishings, and equipment. It also means they are less likely to “bounce” when people walk across them. That can be important in many areas of construction but particularly around interior partitions. The up-and-down movement of a subfloor that lacks adequate stiffness can create some unwanted stresses where a partition is restricting that movement. Those stresses could get transferred not only to the partition but to the finish flooring around it, as well with unwanted consequences.
The main distinction between different products and their engineered performance over time often comes down to the thickness of the material. Therefore, standards have been developed on how to classify and identify the acceptable thicknesses of engineered wood products of all types. Toward that end, a performance standard known as PS-2 has been developed. This standard, initiated by APA – The Engineered Wood Association, has been developed under the Procedures for the Development of Voluntary Product Standards for the U.S. Department of Commerce and published by the National Institute of Standards and Technology (NIST). The first edition of PS-2 was published in 1992, while the most current version is PS2-10, published in 2010. The goal of this standard is to establish structural criteria for assessing the acceptability of wood-based structural use panels for sheathing and single-floor applications. Specifically, it lists the minimum and maximum panel thickness tolerances for engineered panels. Those tolerances are within 1/32-inch (0.8 mm). Different manufacturers can rely on third-party testing to verify their actual product thickness and the consistency that they maintain to provide panels in any of the performance categories that they produce.
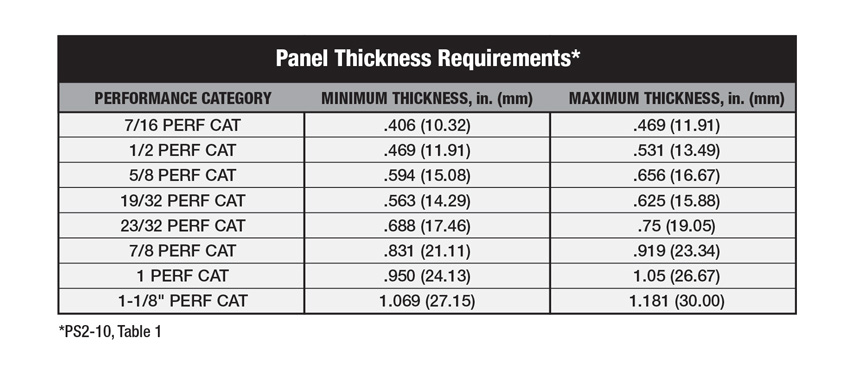
The APA – The Engineered Wood Association has developed standards that determine minimum and maximum thickness tolerances for engineered wood panel products based on different performance class thicknesses.
High-performance engineered wood subfloor panels can make a notable difference in building performance and elimination of squeaks. Some brands of high-performance engineered wood panel have received an Evaluation Service Report by the International Code Council’s Evaluation Services demonstrating higher strength, stiffness, and fastener holding power than required by PS-2 standards for structural panels. Documented test results show these high-performance panel to provide 62 percent better bending strength than minimum PS-2 quality OSB or plywood panels of the same dimension. Additionally, these high-performance panels have been shown to demonstrate 28 percent better bending stiffness than PS-2 quality OSB and 16 percent better bending stiffness than PS-2 quality plywood. Finally, they have been shown to provide 10 percent better allowable fastener holding power than both PS-2 quality OSB and plywood.3
Fastening Subfloor Panels to Framing
As noted already, a critical detail of structural flooring performance is the connection of the subfloor to the framing member. It is this connection that allows the whole system to act together with composite action and reduce unwanted movement within the system. It is also obviously important that the connection is complete and uniform so floor squeaks don’t emanate from the rubbing of the subfloor against the framing member. Toward these ends, there are two means for making the connection, both of which are recommended by the APA – The Engineered Wood Association to be used together, namely adhesives plus mechanical fasteners.
Adhesives
The only way to assure that a continuous bond exists between the top of the framing member and the bottom of the subfloor panel is to provide a continuous application of subfloor adhesive between them. Different types are available, including adhesives that are water based, solvent based, or polyurethane based. These are all commonly sold in caulk-style cartridges sized to fit into standard caulking guns. These mechanically squeezed cartridges are sometimes difficult to control, meaning that the amount of adhesive that actually comes out can be variable at best and quite messy at worst. Because of this, it is not uncommon to find that the amount of adhesive applied during subfloor installation is less than what is specified by the manufacturer for full adhesion. These squeeze-out adhesives are also temperature sensitive, especially in cold weather, meaning that their ability to fully adhere can be compromised if temperatures aren’t suitable. And just to make things a little more challenging, the tube packaging can be damaged if it gets wet, rendering it unusable and needing to be discarded. Perhaps because of these many difficulties, floor squeaks show up after the fact because the adhesive just isn’t doing what it was intended to do, thus weakening the ability of the floor system to remain rigid without movement. However, with diligence and proper training, these challenges can be met, but it is tough to enforce and even tougher to inspect since it will be concealed when assembled.

Conventional, mechanically applied cartridges of adhesive have been commonly used to secure subfloor panels in place but can be difficult and slow to apply in cold weather. New spray-foam polyurethane subfloor adhesives can provide more coverage per can and be easily applied in cold weather. One even provides two to five times stronger bond than ASTM standards.4
Fortunately, there is an alternative adhesive that is catching on in the form of polyurethane spray-foam adhesive that can help overcome many of the challenges of conventional adhesives. Polyurethane foam has been used in other building applications for air sealing and insulating due to its inherent properties that include adhesion and ease of use. When manufactured specifically as a polyurethane foam adhesive for subfloors, it is similarly fast and easy to install, typically with a more measured application than a caulking gun when a professional spray-foam gun applicator is used. Although one can typically costs more than a single cartridge of glue, one subfloor manufacturer has introduced a polyurethane spray-foam adhesive that has an impressive coverage rate. In this case, one can of polyurethane foam adhesive is equal to about eight cartridges of mechanically squeezed adhesive when both are applied at manufacturer’s recommended rates.5 Perhaps more important in terms of working conditions, polyurethane spray-foam subfloor adhesive works well in wet and cold weather, and it will actually bond to wet and even frozen wood. All of these properties improve the likelihood that the proper amount of adhesive will be installed and that it will perform as intended regardless of most weather conditions. Additionally, one subfloor adhesive even provides two to five times stronger bond than ASTM standards.4
As an example of this, Kevin Milbredt of Southern Cottage Homes has used high-performance engineered subfloor with polyurethane foam resin adhesive on his personal home. During construction, it was “rocked with rain during the build cycle.” Nonetheless, he says, “That stuff [polyurethane foam subfloor adhesive] is bulletproof! It doesn’t squeak, and there is no movement. High-performance engineered subfloor is all we’ve used for 11 years, and [the subfloor adhesive by the same manufacturer] is a no brainer.”

Spray-foam polyurethane subfloor adhesive provides an aggressive bond for the panel-to-joist connection that can be achieved even if applied in wet and cold conditions.
Mechanical Fasteners
The other half of the recommended connection of subfloor to framing is found in mechanical fasteners such as screws or nails. While the adhesive creates a continuous bond, it takes some time to cure and may not absorb all of the stresses imposed on the assembly. Therefore, mechanical fasteners are needed to assure both the immediate and long-term completeness of the bond for proper strength, stiffness, and squeak resistance. APA – The Engineered Wood Association also allows only mechanical fasteners but recommends both glued and screwed connections.
The first question then becomes what type of fasteners to use. Screws have the greatest holding power and are preferred since they are most likely to pull the subfloor tight to the framing member. They are also not likely to work their way back out, as smooth shanked nails can be prone to do when wood dries or as the floor moves from normal use. Screws are also less likely to be impacted by wet conditions compared to dry conditions during construction. Nonetheless, not all contractors agree to use screws since nails are an acceptable engineered alternative. If nails are allowed, and the intent is to still assure long-term connection and elimination of squeaks, then deformed shank or screw shank nails should be used. Unlike smooth shanked nails, the deformed shank nails have irregular surfaces that provide added friction to resist pulling or popping out. They may not have the holding strength of screws, but they can come close, and they will be superior to smooth shanked nails that have much less frictional resistance.
Fastener spacing and location is the other critical item for connecting the subfloor to the framing member. Too few fasteners means that the bond will be weak and prone to movement and squeaks. Building codes specify minimum fastener type, size, and spacing for wood structural panels depending on whether they are being used on roof, walls, or subfloors. Minimum nailing requirements for subfloor panels are 8d nails spaced 6 inches along the edges and 12 inches at intermediate supports.6 Of course, how many of us have ever seen a carpenter in the field with a tape measure to assure that screws or nails were going in at that spacing? It is more productive and reliable if the subfloor panels actually come with preprinted fastener spacing marks on the panels. This not only helps assure proper spacing, it can help assure that the fasteners end up in the center of the framing member. Fasteners that miss the center of the framing below and stick out on the side are clearly less effective in terms of doing the job they were intended to do. These missed fasteners can also create their own rubbing against the adjacent wood and cause more unwanted floor squeaks.

Mechanical fastening of subflooring using screws or deformed shank nails is facilitated by preprinted spacing marks on the subfloor panels.
Of course, connections in other parts of the floor assembly are also important in the quest to eliminate floor squeaks. This includes fasteners for any incidental or auxiliary framing within the floor system and other wood-to-wood connections, such as blocking panels, squash blocks, multi-ply beams, and even bridging, if it is used. Similarly, the subfloor is the base for wall framing above it, and connections between partition walls, load bearing walls, and the floor system all need to be tight and secure to avoid differential movement between the floor and the wall framing.
Notice