Overcoming Structural Floor Squeaks in Wood-Framed Construction




Floor Framing
It would seem that of all the elements of a wood-framed floor system, the floor joists or trusses should be the most basic and easiest to address. After all, allowable spans for individual members have been standardized to the point that they can be looked up in printed tables in building codes or manufacturers’ literature. This is true whether it is for dimensional lumber identified by wood species (i.e., 2-by-8, 2-by-10, 2-by-12) and for engineered I-joists. Those tables even allow for different standard spacing of joists or trusses (i.e., 16, 19.2, 24 inches on center) and different live load levels (i.e., 30, 40, 50 psf). Having this range of choices is good and can allow for greater creativity and design freedom. However the designer’s role requires that, when selecting the appropriate size and type of floor framing member, he or she uses the correct criteria that matches the design conditions. It also requires that those criteria are clearly indicated on the construction documents so the correct framing members and spacing are constructed. Engineered floor trusses are typically designed and manufactured for each individual project and require an engineer to review the design of each floor truss. Unlike dimensional lumber and I-joists, engineered trusses contain many different pieces that are connected by metal plates. If there is movement in the components of the truss, it could cause friction between the wood and the metal plate which could lead to squeaks. Although not the most common source of squeaks, it can happen if the truss is under-designed or if the connection plate was undersized or not correctly installed during manufacturing.
It is reasonable to follow the basic selection process just described, but in the context of contemporary construction, it may also be prudent to acknowledge that some things are not perfect in wood floor framing. Dimensional lumber, for example, is not always in the ideal condition either when shipped or after installed, such that it may become warped, bowed, or cupped. From a structural load bearing perspective, it may still be fine, but from the perspective of eliminating floor squeaks, it may not be. If irregularities in the lumber cause gaps between floor joists and adjacent framing members, such as sole plates and beams, then there is the potential for movement between them. That movement and rubbing could not only cause squeaks, but it also add additional stresses to the framing, causing other issues over time.
The choice of the type of framing member can also make a difference in the ability to overcome floor squeaks. For example, the subflooring needs to rest on top of the floor framing members not just in the middle of the subfloor panels but at the joints between the panels. The narrower the framing member, the less surface area for the joint connections to be made. That can be further compounded if a narrow joist is bowed or warped, such that the edges of two adjacent subfloor panels are not equally supported because the joist is not straight. In any of these cases, a compromised joint or connection between subfloor panels because of the framing member can lead to an irregular condition that is prone to movement and squeaks afterward.

Structural floor framing elements, whether joists or trusses, need to be selected to work successfully with subfloor structural panels.
There can be other issues with floor framing members that need to be addressed, too. For example, it is common to use prefabricated, metal floor joist hangers to secure the ends of dimensional lumber or engineered joists to beams or other framing. These joist hangers have multiple holes for fasteners, and the intent is that they all actually receive fasteners—both into the joist and into the connecting member. The consequence of leaving any of those holes open (i.e., missing fasteners) is that the connection is not as strong as designed, which can lead to movement of the members. That movement can be a rotation of the joist or a movement of the hanger, either of which can cause a floor squeak and loosening of the hanger.
One final item to consider is the presence of mechanical, electrical, and plumbing (M/E/P) lines that may be traversing through the floor framing. While nice, orderly penetrations can be designed and documented on drawings or neatly indicated on manufactured products, field conditions may not always be so perfect. Holes and openings cut in the wrong location or in too large a size can compromise the structural integrity of the framing member. That can create another source of movement in the member, which can then rub against those M/E/P lines and cause squeaks. If the building design calls for M/E/P lines to run through the floor framing, then they need to be addressed and designed properly. Open-web trusses are ideal if there are a lot of lines that can fit readily in the web openings. Solid web joists or dimensional lumber joists need to be inspected in the field to be sure that any drilled openings are structurally appropriate and don’t include contact with M/E/P lines. That means they need to be supported independently in a manner that will reduce or eliminate the potential for squeaks.
Subfloor Panels
Floor framing is only part of the floor assembly—the subfloor is also a part of the structural system. In fact, if you read the fine print in most of the framing member tables already discussed, you will discover that they rely on the presence of a structural panel on top of the framing members. That is because, when fully attached with subfloor adhesive and fasteners, the framing and subfloor act together as a continuous structural system. They become stronger together than they would be on their own (i.e., greater than the sum of their parts) based on “composite action.” In structural engineering terms, composite construction exists when two different materials are bound together so strongly that they act together as a single unit from a structural point of view.
Historically, the traditional method of providing subflooring was to install solid boards at an angle to brace floor joists and receive the finish flooring. In the mid 1900s, that method was gradually replaced with engineered plywood that relied on alternating layers of thin veneers of wood glued together. The grain direction in the layers alternated to maximize dimensional stability in the panel and to reduce movement between panels. Later, engineered oriented strand board (OSB) was developed as a cost-effective alternative that relied on using small strands of wood cut from logs instead of full veneers. The alternating orientation of the strands achieved similar structural qualities when compared to plywood but also had some practical limitations, such as edge swell.

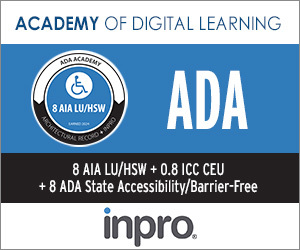
Common subfloor panels include plywood and OSB, which can warp, buckle, or expand when wet. Specifying high-performance engineered wood panels for subfloors can help protect against moisture damage during construction and help keep floors flat and stiff to prevent squeaks over time.
One of the latest advancements in subfloor materials are high-performance engineered wood panels. For example, some products have obtained a third-party evaluation doumenting greater strength and stiffness compared to either plywood or OSB by virtue of their engineered design and makeup.3 That means they are less likely to bend, deflect, or warp when used and installed properly. The enhanced material composition of the high-performing engineered panel allows for precisely milled and extremely durable tongue-and-groove edge profiles that allow for easy installation. They also employ advanced moisture-resistant resins throughout the panels, which makes them less susceptible to moisture damage—a notable problem in plywood and OSB. They have even been tested to provide superb fastener-holding power to help keep finish floors flat and quiet. As an essential component at the core of a wood-framed floor system, let’s look at how these state-of-the-art subfloor panels can improve construction quality and help eliminate floor squeaks.
High-Performance Engineered Panels During Construction
There are two ways that using stronger, moisture-resistant, high-performance engineered subfloor panels can make a notable difference in the quality of the finished project. The first is during construction. The tongue-and-groove profile design is different from plywood or OSB tongue-and-groove profiles, which can be more wedge-like. A more wedge-like tongue-and groove profile may allow panels to fit together more easily, but can limit the amount of edge support provided between panels. The natural expansion and contraction of wood products due to moisture content can further exacerbate the gap created by a more wedge-shaped profile, leading to decreased edge support and increasing the potential for deflection, movement, and squeaks. By contrast, high performance panels have a more rectangular-shaped (as opposed to wedge-shaped) tongue-and-groove profile. Fitting together like puzzle pieces, such profiles create a more snug fit, increasing edge support along the length of the panel. Additionally, one high-performance panel's tongue-and-groove profile features a precision milled self spacer. The Engineered Wood Association (formerly the American Plywood Association, but still known as APA – The Engineered Wood Association) recommends that all engineered panels, including OSB, plywood, and high-performance panels, maintain approximately a 1/8-inch gap between panels to prevent buckling and accommodate any unwanted movement. The ability to achieve that gap with a sledge hammer on-site is inconsistent at best, while achieving it with an integral spacer makes it much more predictable and likely to be done properly.

Common tongue-and-groove joints in plywood and OSB (left) are usually friction fit and require field determination of the proper gaps recommended by the APA – The Engineered Wood Association. High-performance engineered subfloor panels have a more precise joint (right) that creates a more snug fit and can include an integral spacer as part of the profile.
The other notable difference during construction when using high-performance panels is the ability to resist water damage. One of the key limitations of plywood and OSB is that moisture or rain exposure can create buckled or swollen seams since the panel edges are prone to absorb water and expand or delaminate. This can create an uneven subfloor that can lead to squeaks, finish floor issues, or other problems. The common field fix is to sand down the subfloor joints after the building is closed in and dry. That approach deals with the surface but not any internal damage to the subfloor or its ability to continue to perform as intended. The better solution is to specify from the beginning a subfloor that can withstand water from rainstorms, freezing/thawing, etc. High-performance engineered panels have been tested and shown to do that quite well, with up to a 500-day exposure warranty available. This means that the edges are much more likely to remain flat and smooth without inducing any stresses or irregularities to cause movement or squeaks. It also means that its strength and fastener holding power can be maintained through wet and dry construction cycles.
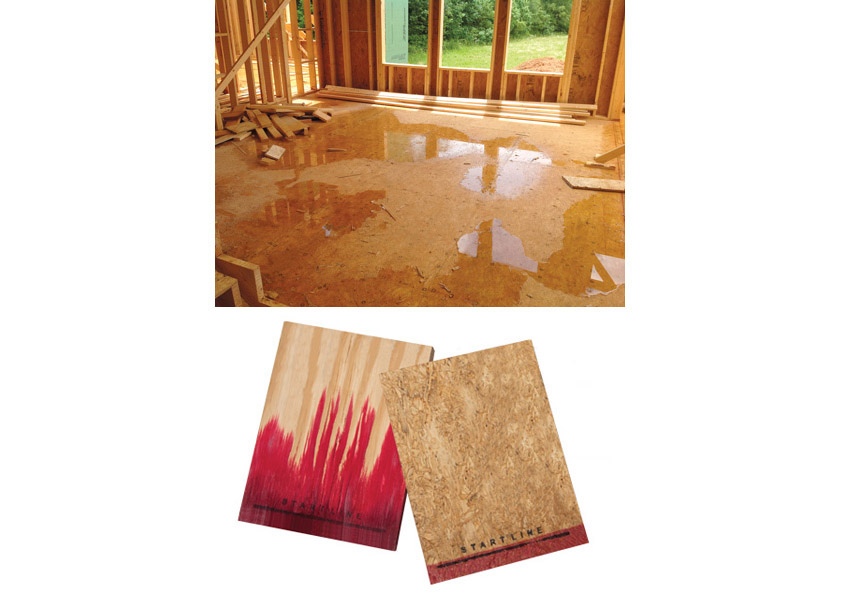
Subflooring will get wet during construction and cause problems along the edge. In the comparison shown above, a sample of high-performance engineered panels is on the right and a sample of plywood is on the left. Each board was soaked in one inch of water, colored with red food dye, for 3 hours. Results show progress through the 3-hour test. As seen above, the plywood soaked the water in simply from capillary action both on the exterior veneers as well as the inner layers. The high-performance panel showed no evidence of soaking water up the panel like the plywood sample did.
Notice