Glass-Fused-to-Steel (Porcelain Enameled) Storage Tanks Have Proven Long Lifetime Value




Delivering Quality Glass-Fused-to-Steel Tanks
There are several features that determine the quality of a glass-fused-to-steel tank that will translate into having the lowest maintenance, decades-long longevity and an allowable service range to 140°F at 3-11 pH3 depending on the specific products stored. These features include glass quality, coating processes, sheet edge coating, glass testing procedures and quality control.
Glass Quality
Field-tested high glass quality coatings on glass-fused-to-steel panels have thicknesses in the range of 10 to 18 mils. Holiday-free (see explanation of holiday testing below) glass coating thickness is one of the specification details that results in longevity and low maintenance.
But more important is the proprietary chemistry of the glass—or porcelain enamel coat—combined with the special processes needed to fuse it to the steel. One manufacturer’s proprietary glass formulation that is rich in titanium dioxide (TiO2), provides superior chemical resistance and longer tank life. It also delivers maximum coating effectiveness without requiring excess coating thickness, in order to provide needed durability.
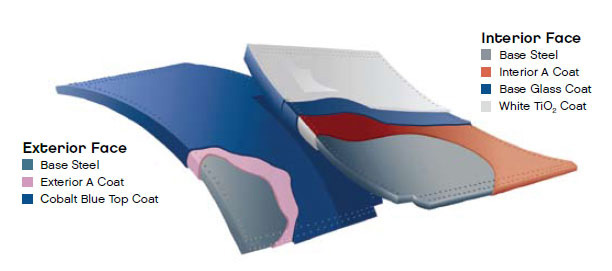
Diagram courtesy of CST Storage
Example of a manufacturer’s patented glass-fused-to-steel technology showing cobalt blue outer topcoat and white titanium dioxide interior coat.
In the 1990’s a leading manufacturer launched an R&D project to develop a process for the direct application of its titanium dioxide-rich glass. Through this research the goal of providing a three-coat-two-fire (3c2f) coating performance with a single pass through the furnace was achieved. The result was a totally new, “three-coat-one-fire” (3c1f) process for applying TiO2-rich glass. (See photos of 3c1f and two-coat-one-fire (2c1f) glass coating with and without titanium dioxide.)
Titanium dioxide is a very common ingredient used by many coating manufacturers for several reasons including serving as an opacifier. It is considered inert and at high levels in porcelain enamel, provides unique properties such as a white interior in the final layer. During firing, the white layer’s higher viscosity has the effect of controlling bubble structure in addition to making the top TiO2 rich layer harder, thicker, more chemically resistant and the bubble structure finer. Larger bubble structure allows a direct path for corrosion. The high titanium oxide content is unique to glass-fused-to steel and is more reliant in colder climate freeze thaw conditions.
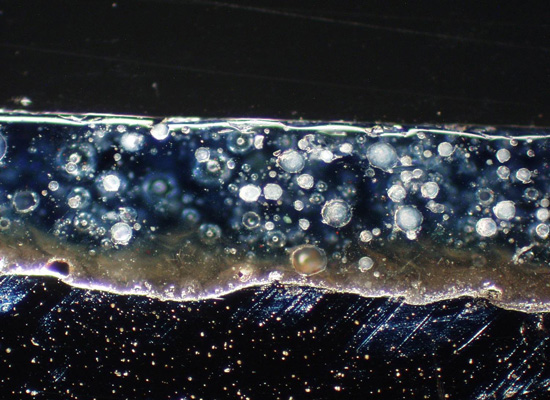
Image courtesy of CST Storage
100x magnification showing a two-coat-one fire (2c1f) process without titanium dioxide that results in larger bubble structure, thus allowing a direct path for corrosion.
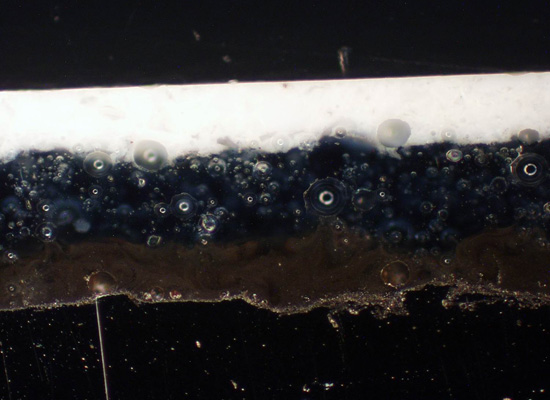
Image courtesy of CST Storage
100x magnification showing the three-coat-one-fire (3c1f) coating with titanium dioxide white interior; bubbles are finer which allows flexibility plus a hard impermeable coating.
Sheet Edge Coating
Milled or sheared edges are the most difficult areas to coat with glass. Some 20 years ago, a solution was developed that consisted of a machine-sanded and arc-sprayed, sheet-edge treatment. Since that time, the process has been refined with a custom built system designed to reinforce and enhance the sheet edges with the same robust and inert coating that protects the rest of the panel. The result is complete encapsulation of the sheet edge with porcelain enamel. Specifiers looking for the highest-performing systems, should pay special attention to how sheet edges are handled.Glass-Fused-Steel Quality Control
Many tests are required to confirm the quality of enamel on a fired product. These include analysis of the steel, steel surface, frit, slip, slip application, firing, color, consistency, coating thickness, coating defects, and impact testing.All of the porcelain enamel surfaces, including 3c1f processes, adhere to the requirements of AWWA (American Water Works Association) D103 (Factory-Coated Bolted Carbon Steel Tanks for Water Storage). A leading manufacturer has developed its own testing methodology that takes into account material properties that fit colder conditions in the North American market. Its glass-fused-to-steel product is subjected to several critical tests that go beyond AWWA D103 and the requirements of international standards. Cross-sectional photomicrography is primarily used to confirm the quality of the glass coating.
Thickness Measurement
Coating thickness is determined throughout the application through the use of either a wet film thickness gauge or a dry film thickness gauge. Either method will work for accurately measuring the coating. However, consistency in testing method is of greatest importance. In a multi-coat application process, inspection methods for thickness should be deployed during each unique coating to control thickness variation and ensure uniformity of application.
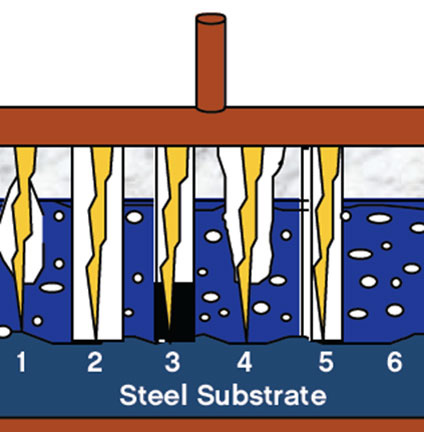
Image courtesy of CST Storage
Holiday voltage test sheet indicates different results:
1. Current passes through defect below surface (near void).
2. Current passes through pin hole.
3. Current passes through grease.
4. Current passes through thin spot (near void).
5. Current passes through small pin hole.
6. No defects. Current does not pass through a uniform, continuous, quality coating layer.
Notice



