Real Wood Veneer: The Sustainable, High-quality Product Choice
Veneer profile wrapping and laminating boosts wood's green quotient, reduces costs and encourages design creativity.
![]() Continuing Education
Continuing Education
Use the following learning objectives to focus your study while reading this month’s Continuing Education article.
Learning Objectives - After reading this article, you will be able to:
- Define veneer profile wrapping and lamination and identify its benefits.
- Explain the sustainability benefits of veneer profile wrapping and lamination.
- Identify situations where profile wrapping or lamination may be the best design and environmental option.
- Discuss the production process.
Properly sourced and environmentally certified wood is an inherently green building material, offering design professionals product durability, longevity, design creativity, and aesthetics.
With the recognition that all our natural resources must be wisely managed, there are a growing number of ways to judiciously use wood-based materials without compromising sustainability, aesthetics or structural stability - and many of them come with favorable cost and design implications.
An increasingly popular option for architectural millwork and mouldings is the use of veneer profile wrapping and laminating, which involves the application of a real wood veneer to a substrate or core that has been engineered and shaped to meet specific design criteria.
Initially developed as a process to create sustainable, cost-effective, easy-to-handle (and install) alternatives to existing solid wood moulding and millwork products, veneer profile wrapping and laminating have quickly proven themselves as unique solutions to both standard products and design challenges. Wrapping a simple, moulded substrate is barely scratching the potential of the veneer technology process.
"As design professionals become familiar with and better understand what can be achieved through veneer profile wrapping and laminating we, as manufacturers, are gratified by the greater sense of creativity that ultimately results," says Peter McKibbin, Vice President, Contact Industries, an Oregon-based profile wrapping and laminating concern. "Many of the products manufacturers have developed are a direct result of a specific design or product requirement initially created by and requested by a design team. After the design intent is discussed, it becomes very much a matter of executing on the principals' product vision."
Over the years, the creativity of design professionals has resulted in all manner of new products that, in addition to pushing the design envelope, are more robust from an engineering perspective, easier to handle, more sustainable, generate less job site waste and, very often, are more cost effective.
This article will cover some of the product and design possibilities that can be achieved with veneer profile wrapping and laminating, describe the advantages and limitations of the process methods and highlight the steps involved in the process itself.
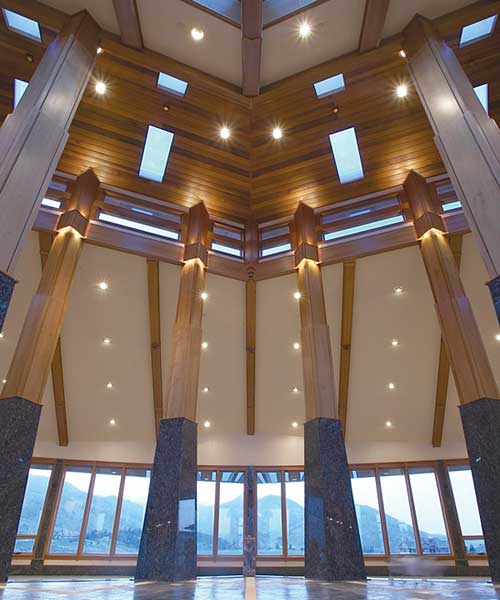 |
20,000 feet of clear wood-wrapped cherry moulding add grandeur to the 52-granite based columns and 28-foot ceilings at the Heaven Bent Ranch in Colorado's Rocky Mountains. Photo courtesy of Contact Industries |
Veneer Profile Wrapping and Lamination - The Basics
The process of veneer profile wrapping has evolved over the past three decades from adhering overlays to traditional moulding patterns to hundreds of types of veneers wrapped around substrates of all shapes and substances. Today, there are two main types of veneer application techniques: profile wrapping, which is a lineal manufacturing process; and flat lamination, a more traditional batch process.
Manufacturers claim that because of today's advanced technology and materials, both types of veneered products offer professionals greater opportunity to better and more sustainably manage the volume of clear lumber consumed when designing mouldings and millwork. Veneered components are often superior to the solid woods they replace in terms of lower installed cost, higher performance and aesthetic standards, and minimal impact on the environment.Â
 |
Profile wrapping manufacturers can get as many as 50 sheets of veneer from a single clear block of lumber. Photo courtesy of Contact Industries |
Â
Resource Efficiency. By using high-value veneer only on the visible surfaces and lower-grade, sustainable material for a substrate, profile wrapping manufacturers can extend solid, clear wood resources by as much as 50 times. Traditionally, a solid, clear blank of 5/4 hardwood lumber might make a single moulding profile. However, sophisticated veneer slicing technology today can generate as many as 50 identical finished products from that same single slicing blank, hence the extension of the resource. This is achieved by slicing ultra-thin veneers (.013 to .021 of an inch), and wrapping those veneers over a profile moulded from lower-grade finger-jointed pine or other readily available specified substrate. Veneer can be made even more efficient and aesthetically pleasing by a process that removes minor wood defects before finger jointing or edge gluing the pieces back together to create long rolls of clear veneer. Additionally, the veneer can be color- and grain-matched, making the finger joints virtually impossible to notice.
Veneer wrapped solutions can also mean lighter shipments, easier racking, more dimensionally stable finished products and access to a wide variety of clear, long-length, solid products that, from flooring transitions and stair rails, to mouldings and tongue and groove paneling, maximize valuable lumber resources.
Companies that mill solid hardwood mouldings from lumber can have up to a 60 percent utilization waste with a significant amount of off-fall. In contrast, the profile wrapping process is known to achieve a 95 percent utilization rate of the raw material wood in usable products. In some instances, manufacturers have burned the remaining 5 percent waste in balers to generate electricity that is fed into the local power grid, resulting in full utilization of the resource.
 |
Veneered mouldings and millwork support LEED credits. Source: Contact Industries |
Â
Enhanced Sustainability. The inherent sustainability of veneered products can be enhanced through the use of certified substrates and veneers. To ensure the highest sustainability quotient, architects should confirm that any of the wood-based core materials-including softwood, hardwood, medium density fiberboard (MDF) and laminated veneer lumber (LVL)-are certified by the Forest Stewardship Council (FSC) or the Sustainable Forest Initiative (SFI). FSC chain of custody certification provides assurance regarding the path taken by raw materials from the forest to the consumer, including all successive stages of processing, transformation, manufacturing and distribution. Most any veneer and core wood can be sourced with FSC forest certification, and products thus certified can be used to earn points in up to six different U. S. Green Building Council Leadership in Energy and Environmental Design (LEED) categories.Â
 |
Cherry veneer wrapped mouldings resulted in a 30 percent savings over solid wood at the Hills of Troy development in Wisconsin. Photo courtesy of Contact Industries |
Installation Considerations.Advanced finger jointing technology with grain-matching veneer has enabled manufacturers to provide profile wrapped products in 14-foot, 16-foot and, now, 18-foot lengths - all difficult to achieve in both quantity and quality when using solid hardwood lumber. With these lengths, most surfaces will require no end joints, resulting in a clear, defect-free board stretching the full length of the walls and ceilings in most houses or office buildings. Ceiling applications, in particular, are much simpler to handle, and easier to install, when they are long enough to span the entire room.
Long-length products can be installed in one piece, so installation is faster and less costly than random length solid mouldings because there are fewer joints to scarf and nail. In addition, wrapped products require minimal preparation, result in fewer seams, and do not require pre-drilling. And because they can be produced to specified lengths, job site waste is significantly reduced, as is the impact on the environment and the wood fiber resource.
Reductions in installed cost of wrapped products versus solid wood equivalents can be dramatic. The Hills of Troy, a master planned community located near the Twin Cities in Wisconsin, is a 270-acre development with more than 70 acres devoted to conservation and crisscrossed by scenic nature trails and recreation areas. Builders of the homes sought to complement the natural exterior environment, and specified hardwood veneered mouldings using a finger-jointed pine substrate. Some 5,000 lineal feet of cherry veneer-wrapped mouldings including crown, base, window and door trim, cove ceiling and stair parts throughout each house were used. The savings on the installed cost of the wrapped products compared to solid cherry hardwoods: 30 percent. Â
Performance. While production of standard wrapped components predominates in the industry, increasingly, profile veneer wrapping comes as a solution to an architect's or other end user's request, with some manufacturers maintaining that a large part of their annual output represents one-of-a-kind solutions to unique situations which may never be used again.Â
With today's sophisticated no added formaldehyde (NAUF) polyurethane moisture curing adhesive technology, veneer-wrapped products have eliminated de-lamination concerns, enabling them to be more dimensionally stable than solid wood, with less warping and cracking. And wrapped products can sometimes perform where a solid wood component cannot - because solid wood is too heavy, unwieldy, difficult to produce, does not meet performance expectations or otherwise just won't do.
Case in point: the veneer wrapped solution specified by Zimmer Gunsul Frasca Partnership as architects for UC Berkeley's new Stanley Hall. The Portland, Oregon-based architectural group was unable to use cedar wood soffits as the International Building Code does not allow solid wood for this application. Design integrity was maintained and the fire rating dilemma was overcome by profile-wrapping a western red cedar veneer over custom-formed aluminum profiles. Some 290 ten-foot long profile wrapped pieces were installed as third and eighth story soffits on the building, which is home to the Stanley Biosciences and Bioengineering facility, a key research center at the university.Â
 |
Western red cedar veneer was wrapped over an aluminum core to meet fire codes while maintaining design integrity at the University of California's Berkeley Campus Stanley Hall. Photo courtesy of Contact Industries |
Â
"The substrate had to be non-combustible yet we wanted the look of wood, so veneer profile wrapping was a workable solution. The aluminum could be shaped according to our specifications and we were able to get the flat look of the wood from the underside that we wanted," says Renee Kajimoto, AIA, LEED AP, of the Zimmer Gunsul Frasca Architects, noting that after four years, the soffits have held up well without cracking or other damage.
While the soffits were an exterior application, they were protected from direct contact with the elements. It is strongly recommended that components made with real wood veneer not be used in weather-exposed exterior applications. This is not for fear that the adhesive bond will fail, but only because, like any exposed wood product, the wood veneer itself must be refinished regularly to avoid degradation from weather exposure. The issue is exacerbated by the fact that the veneers are ultra-thin so even a small amount of degradation can be deemed unacceptable. Because such required regular maintenance is typically not a priority for owners/users, manufacturers recommend only the use of "maintenance-free" wrap materials such exterior-rated PVC films with UV-protected wear layers in weather exposed applications. These PVC films are available in a wide range of wood grains, solid colors and design patterns and a variety of thicknesses.
The vast majority of veneer profile wrapped and laminated products are used in interior non-direct weather affected situations. They have applicability particularly where a metal substrate is required for code compliance reasons, such as door frames. The exposed parts of the veneered frame can then be stained to match the door or surrounding woodwork for a consistent look. Historically, when fire ratings were required, hollow core steel doors and frames were the only choice. Today, fire-rated frames - both MDF core with intumescent, as well as conventional hollow core metal frames for single and double door openings - are widely available wrapped in any wood species with ratings of 20, 45, 60 and 90 minutes, and are particularly suitable for installation in new hotel construction, public spaces and foyers, among other applications.Â
Finishes.Veneer-wrapped profile products are available pre-finished with stain and/or topcoat for color consistency and can be treated with an environmentally friendly ultraviolet (UV) cure. Painted and top coat stain with environmentally friendly UV cures can be spray-applied resulting in full coverage of part profiles, such as window and door parts, as well as custom moulding components. With applied stain colors and UV curing, volatile organic compound (VOC) and hazardous air pollution (HAP) emissions are virtually eliminated, the cure is nearly instantaneous, and the end result provides resistance to scratches and chemicals. Typically, factory-applied stains and UV coating is more cost-effective than jobsite finishing and results in a better quality product without generating emissions at the worksite.
Limitations. The main limitation of profile wrapping concerns the size of the piece that is being wrapped. The process is linear in nature, meaning that the lengths of wrapped veneer are limited by what can be moved around inside the factory and the amount of space available at the out-feed of the profile wrapper. That being said, the vast majority of the products produced in this manner are up to 16 feet long, with 18-foot lengths available upon request. Width is limited by the capacity of the wrapper, which in most cases is a maximum width of 9.6 inches. There is also a minimum outside radius to profiles of .059. If requirements exceed those dimensions, it may be possible to achieve the desired result via process engineering, wrapping components for subsequent assembly or hand wrapping.
Veneer
Components can be wrapped in more than 100 different natural wood veneer species, as well as a range of synthetic film materials. Widely available are foils and interior or exterior films that are typically vinyl or impregnated cellulosic material that can be imprinted with almost any "look," including wood prints as well as solid colors and patterns that can be used cost effectively to complement solid wood finishes.
The most common wrapping option, say manufacturers, is real wood veneer, which allows for consistent color and grain with minimal knots and mineral streaks. Veneer is available pre-sanded, eliminating the need for grain filling. Veneers also offer the advantage of using an exotic species that may be unavailable or cost prohibitive in solid lumber.
Manufacturers may offer flitch- and grade-matching for assuring visual appeal and consistency in the final product. A flitch is a set of individual veneer leaves sliced from a single log, and each flitch has its own distinct grain, color, width and other qualities. Sliced veneers from each flitch are bundled in the exact order in which they are cut, to more easily attain proper matching.
Reconstituted Veneers. Manufactured wood veneers made to resemble certain wood species, are another option. Reconstituted veneers are made from light colored veneers that are dyed, glued and assembled in a mould, where they are pressed and cured, and then sliced from the edge of the block to produce veneers of the same thickness and consistency. While reconstituted veneers will not have the character of natural veneers, they tend to be more economical in many species and have the uniformity and defect-free appearance suitable for applications requiring consistent pattern and color and minimum waste.
Wood Look-alikes. Innovation in veneer-wrapping technology has enabled wood look-alikes that are profiled to customer specifications and wrapped with an ultra-thin, durable vinyl printed to appear indistinguishable from real wood. The products, which work well in high-use interior applications such as hotel rooms and conference centers, are easy to maintain by surface wiping. They are available in a variety of wood looks, such as walnuts, maples, cherries, oaks and birch, and can be wrapped over nearly any type of substrate.
 |
Flat laminates were used to meet hurricane criteria on the pro shop door at an upscale Florida resort. Photo courtesy of Contact Industries |
Â
Flat Laminates. In flat lamination, a "veneer" or laminate is bonded to a flat surface. The principal difference between a veneer and a laminate is the thickness of the veneer used in the product. In order for a veneer to wrap over a profile, it needs to be thin enough to be pliable to cover profiles of various shapes without cracking. A thin veneer to be profile wrapped is considered to be .013 to .021 inches. A thick veneer to be flat laminated is considered to be .031 to .125 inches in thickness, in other words, too thick to allow for much flexibility and therefore better suited to covering surfaces that are essentially flat. Flat laminates have a maximum width of 17 inches, and a maximum length of 18 feet.
A profile veneer product has the veneer applied in a lineal, ever moving horizontal production process, whereas a flat laminated veneered product is a "batch" process of product through either a cold press or a radio frequency oven. Whether flat-laminated or veneered, the cores are made the same way. However, whereas veneers are frequently edge-glued and finger jointed to achieve longer lengths, the thicker laminates are not.
A flat laminated component is sometimes specified to achieve greater durability as it can withstand greater wear and achieve certain performance standards (such as modulus of elasticity (MOE) or modulus of rupture (MOR)) that may be unattainable by a thin veneered component. For example, flat laminates were used for the golf pro shop doors at an exclusive Florida golf resort, where aesthetics and strict adherence to Miami Dade Wind Load performance testing were key. The core material was specially designed solid lumber that was face glued to have sufficient durability in order to meet the criteria of the Miami Dade Hurricane Code. Specifically, a Douglas Fir LVL substrate with a measured modulus of elasticity and modulus of rupture was used to meet the hurricane code ratings. The project involved some 864 linear feet of stiles and 278 linear feet of rails fabricated from ¼-inch finger-jointed pine face and a ¾-inch finger-jointed pine band wrapped with ¼-inch face veneer of lustrous wood known as Khaya, or African mahogany, and ¼-inch Khaya edge band. Prior to installation, the components were tested to withstand the 58-70 psf load capacity standards set forth by the Hurricane Testing Laboratory.
Similarly, an LVL substrate with pine veneer was used in a combination of wrapped and laminated parts at London's Falcon Wharf , a complex of 124 apartments with 17 floors of glass-enclosed balconies. Door stiles and window components were designed to perform under adverse climate conditions, notably significant changes in temperature and humidity which would cause normal solid wood components to twist and check extensively. Doors and windows separate a glass-enclosed deck which at times acts similar to a greenhouse for plants. During construction, temperatures often soared to 130 °F, and the components functioned smoothly.
 |
At London's Falcon Wharf, door stiles and window components for enclosed decks were Douglas fir LVL with pine veneer to ensure dimensional stability under extreme conditions. Photo courtesy of Contact Industries |
Core Materials
Depending on the performance requirements of the finished product, the substrate or core might be made of the following (or many combinations of the following): softwood, hardwood, MDF, LVL (an engineered product composed of multiple layers of thin wood assembled with adhesives) as well as aluminum, vinyl or fiberglass. Manufacturers have recently gained success wrapping veneer over recycled steel. As steel can be an oily metal, the manufacturer's challenge will always be to determine and monitor the material's surface friction and the oil content/residue of the steel core profiles, and to formulate an appropriate polyurethane adhesive in order to create a reliable and long-lasting bond.
Though cores can be made of virtually any smooth, stable material, finger-jointed softwood cores are generally recognized to be the most popular and economical substrates for mouldings and millwork. This is consistent with wood resource management principles that require every harvested tree to be used to its maximum economic and environmental value, as softwood cores can be fabricated from lower grades of wood that might otherwise be rejected due to knots or other imperfections, or even scraps of solid wood or veneer, because the profile wrapping covers any defects in the core material. Â
This is particularly important in light of the fact that billions of cubic feet of useable low grade lumber are currently under-utilized. If this waste wood could be transitioned to the supply chain, harvesting burdens would be reduced on forests, and billions of tons of embodied carbon dioxide sequestered, eliminating methane and other gases emitted by decomposing wood.  Research indicates that up to 50 percent of underutilized or waste wood material could be converted to serviceable solid wood products, with the remainder available for processing into byproducts - a situation where a 100 percent utilization rate could be achieved. These statistics indicate that an enormous amount of wood products can be manufactured without any additional timber harvesting.
The low-grade pine used for most substrates comes mainly from longstanding managed forest lands that can easily sustain harvesting this wood. The solid clear products being replaced typically come from natural forests or forest land that is being managed for significantly longer rotations. Using the faster-growing, shorter-rotation pine reduces pressure on natural forest lands and on less plentiful species. The 50-1 resource efficiency ratio achieved in profile wrapping allows rarer tree species to also be utilized at an increased level of sustainability. Further, because low-grade pine stands on shorter rotation actually yield valuable products, there is less pressure to convert these managed forests to other non-forest purposes, enabling them to continue to provide such benefits as carbon sequestering, wildlife habitat, soil and water retention and filtering, etc.
 |
Extruded aluminum wrapped in white oak was the ideal solution for vertical blinds at London's King's College. Photo courtesy of Contact Industries |
Â
Despite its considerable attributes, however, a soft wood substrate is not always the answer. Finger-jointed hardwood cores (which often are made from post-industrial recycled wood waste) are periodically specified where some concern is expressed for very high-traffic areas subject to damage or abuse. MDF, in all its product types, is frequently specified, but due to weight and possible exposure to moisture, is best selectively placed in strategic areas or products. Alternate material substrates including aluminum, PVC, fiberglass and steel are often used for specific purposes, including ceiling panels and window and door components.
In applications where product weight is an issue, aluminum may function as an appropriate core material. During a recent remodel, London's King's College used profile wrapping in creating vertical Venetian blinds. While designers liked the look of white oak, it was too heavy and too costly to be deployed in a window covering. The college opted instead for extruded aluminum wrapped in white oak veneer for a dimensionally stable, fire-rated, aesthetically pleasing solution. Some 1,210 pieces totaling 92,503 lineal feet of vertical blinds were shipped with pieces delivered to exact measurements in made-to-order lengths.
Adhesives
The best veneered profile wrapped products are bonded with a polyurethane reactive moisture curing hot melt adhesive (PUR). The result of government regulations concerning VOC emissions and industry concerns regarding the quality of adhesion, PURs contain no solvents, offering "green" strength and superior bond performance. Accepted in many industries as a replacement for mechanical fasteners, PURs are applied to a substrate in a thin line that sets virtually immediately and becomes rigid within minutes. The reactive hot melt actually chemically crosslinks after 72 hours so it will not lose adhesion regardless of whether it is exposed to extreme temperatures, either hot or cold. Formaldehyde-free emulsion polymer isocynate (EPI) exterior adhesives are used in flat lamination.
 |
Substrate is profile wrapped with veneer on the cell, sanded and goes straight into a carton for shipment. Photo courtesy of Contact Industries |
Â
Veneer Wrapping: From Design to the Production Process
Designers envision mouldings and millwork items in their projects from a number of perspectives, including:
- Finished profiles they believe aesthetically represent the design intent.
- Appropriate species and protective top coat finishes.
- Fit, form and function needs.
- Balanced integration with other materials on the site, including windows, doors, flooring, ceilings, tile, wall coverings, fire-related requirements, etc.
To avoid product substitution, designers should call out profile wrapped or flat laminated products on project plan documents.
Responding to designers' project plans, manufacturers identify the size and location of the component, and suggest the appropriate substrate and veneer material for the product size, application and location. The manufacturer translates the profile of the component and/or trim designed by the architectural professional into a shop floor manufacturing plant CAD approval drawing. Upon review and approval, an order is placed, and the manufacturing process begins. The substrate is molded to the pattern of choice, and wrapped in the desired veneer.
Prepping the Veneer.A good profile wrapping process begins with premium veneers that are climate controlled to prevent cracking and are processed from a random width and length flitch to make the most efficient use of the resource. This process also allows any minor defects to be cut out so that a clear product will result, preserving the resource and saving time during installation.
For optimum results, the veneer must be properly prepared in a multi-step process that includes the following:
- The appropriate clear lumber slicing blank is selected and inserted into a water-filled autoclave; a "vacuum" is drawn and water introduced into, and allowed to penetrate all the lumber's cells.
- The "soaked" slicing blank is introduced to the horizontal veneer slicer.
- After the large draw knife slices the veneer from the blank to the appropriate thickness, it is introduced to a dryer where moisture is dropped gently to 9 percent.
- The veneer is finger-jointed together into lineal rolls for fleece backing and sanding.
- The back of the veneer is fleeced in a lineal process with heat, adhesive and pressure. The 25 or 50 gram thickness fleece is a nylon material used to bind together the veneer's fiber, and make it more pliable for profile wrapping, enabling it to be wrapped around curves, without changing its physical appearance. The backer should be the proper weight to allow the product to wrap without cracking.
- The veneer is sent through a four-head sander and sanded with a 180-grit finish to achieve optimum smoothness prior to adherence to the core material.
Fabricating the Core. The predominant core material - and the default used if additional performance characteristics are not an issue - is finger-jointed common grades of pine. This material is processed, machined and then finger-jointed and edge-, face- and end-glued into blanks of sufficient dimension to mould into the shape desired. If profiling is needed, these blanks are run through a moulder to fabricate the finished core.
In many cases, the core material requires engineering in order to achieve certain performance characteristics, such as meeting fire codes, or required strength or dimensional stability. Typically these decisions are made jointly by the manufacturer and architect or end customer to determine the product's use, performance expectations, visual appearance, and then value engineered for the optimum combination of performance, aesthetics, environmental impact, and cost factors.
At the Quintiles Pharmaceuticals headquarters in North Carolina's Raleigh-Durham area, architects modified plans for paneling and beams based on stability and cost considerations. The original design called for solid Afromosia tongue and groove paneling and overhead 2-foot x 10-foot beams. As Afromosia is a relatively rare, African hardwood species, using solid lumber for the paneling would have been feasible, but cost-prohibitive and an unnecessary depletion of the Afromosia resource. The 12-foot and 16-foot beams would have been nearly impossible to find in solid wood and even if they could be located, solid wood would have been subject to dimensional stability issues such as warping and checking.
Instead, architects opted for engineering tongue and groove paneling using a pine substrate and Afromosia veneer. The substrate for the beams was fabricated from LVL to address the dimensional stability issues, then wrapped in a two-pass operation in which each beam was end-capped with veneer to give the appearance of a solid piece. The project exemplifies diverse processes, well-conceived engineering, and wood products dovetailing to provide the appropriate product for the job. The wrapped beam met the requirements of dimensional stability, while being cost effective and resource saving, by replacing the originally intended 18-foot solid Afromosia beams.
 |
Afromosia veneer over LVL rather than solid lumber was a cost-effective, dimensionally stable, resource-saving choice at the Quintiles Pharmaceuticals headquarters in North Carolina. Photo courtesy of Contact Industries |
Â
Applying Adhesive. In the actual manufacturing process, a roll of veneer is loaded onto the profile wrapping machine and a length of core material is fed into the machine. Adhesive is applied, and the veneer is laid over the core. A series of rollers applies pressure at strategic points to ensure optimum adherence. This is a critical factor as faulty adhesion can compromise the product, with incomplete coverage causing delamination and/or too much adhesive resulting in a faulty bond and excess glue seeping through product edges. It's up to the manufacturer to identify the proper adhesive formulation, viscosity and glue spreads required to assure Type 1 (exterior rated) adhesion. Glue spreads may be electronically monitored depending on the adhesive dispensing system used.
 |
The profile wrapper carriage forms the veneer around the substrate. Photo courtesy of Contact Industries |
Â
It is important to match the type of hot melt with the type of substrate because one adhesive type will not successfully wrap all types of substrates. Prior to adhering veneer to alternate material substrates (fiberglass, PVC, aluminum, steel, etc.), the manufacturer must conduct a Dyne test to determine the surface friction of the substrate to assure long-term adhesive integrity. A Dyne measurement is simply the measurement of surface friction on the material, which will then direct the manufacturer to the appropriate adhesive. A measurement of 40 is optimum - anything plus or minus requires some type of pre-profile wrap abrading or other treatment to improve the material's surface friction.
Testing
While not required by code or other standards organization, manufacturers may conduct their own quality assurance testing to confirm that glues will hold in order to avoid delamination on their wrapped products. The test for this purpose is known as the boil test.
Some manufacturers perform a four-hour boil test as an in-house quality check on the previous day's production that has been allowed to cure for a minimum of one day. Random samples are cut from production run material at the ends and center of parts making sure that one inch is trimmed from each end before the samples are cut. The samples are then subjected to four hours of immersion in boiling water and then visually checked for glue failure. In the Type 1 Adhesion Assurance Boil test, similar samples are submerged in boiling water for four hours, placed in a convection oven at 145 °F for twenty hours, and the cycle is then repeated. For the samples to pass they must show no evidence of de-lamination through all stages of the test. Veneer- or vinyl-wrapped products are subject to the same test, but allowed to cure a minimum of two days before being visually checked for glue failure.
In qualifying new high-performance adhesives for use in production, manufacturers may initially subject products to more rigorous tests. In a typical test, samples of products with the new glue or substrate are gathered and cut in to four- to six-inch pieces and allowed to cure for a minimum of seven days. The samples are submerged in boiling water for four hours, they are then placed in an oven at 145 °F for 20 hours, and they are again subjected to a four hour boil, and last placed in ambient water for one hour. For the samples to pass they must show no evidence of de-lamination through all the stages of the test. For optimum performance, some manufacturers take samples from the production run every 60 minutes and subject them to the four-hour boil test to assure proper long-term adhesion.
 |
Photo courtesy of Contact Industries |
Â
For superior products, architects may want to investigate whether the manufacturer and or/its products have pertinent certifications and have met a variety of testing capabilities. Among those to be considered are the following:
- ISO 9001:2008 Certification
The 2008 version is the fourth edition of the quality management system standard, which was first published in 1987 and continues to be used world-wide. - Kitchen Cabinet Manufacturers Association (KCMA) Standards
These standards concern finish testing and durability. KCMA certification is a testing process designed to challenge the product's durability at an accelerated pace. KCMA tests the ability of the finish to withstand prolonged hot and cold cycles, complete immersion in abusive substances typically found in the kitchen and bath, and exposure to a detergent and water solution for at least 24 hours. In order to pass, "The finish must show no appreciable discoloration, stain, or whitening that will not disperse with ordinary polishing and no indication of blistering, checks, or other film failure." - In-line Statistical Process Control (SPC)
A method for achieving quality control in manufacturing processes, SPC is a set of methods using statistical tools such as mean, variance and others, to detect whether the process observed is under control. - Compliance with windows and Doors Manufacturers Association (WDMA) Hallmark I.S.4 Water Repellent Preservative Non-Pressure Treatment for Millwork
Considered a mark of excellence among architects, contractors and other specifiers and accepted industry-wide, the WDMA-sponsored Hallmark Certification Program provides an easily recognizable means of identifying products manufactured in accordance with appropriate WDMA and other referenced performance standards. - Temperature/Humidity Chamber Testing
Originally developed as a testing protocol in the airline industry, this test checks for proper adhesion under extreme temperature, humidity and even altitudinal changes.
A Palette of Possibilities
Considering that logs used for solid lumber generally yield pieces that are over an inch thick at minimum, veneers at a fraction of an inch thick greatly enhance the yield of a tree, placing far less stress on a valuable natural resource. Veneer's inherent sustainability, together with continually evolving technology in all aspects of the profile wrapping industry has provided the design industry with an exciting palette of possibilities for bringing the beauty of wood into the built environment in a way that's resource-sensitive, efficient and cost-effective.
|